
Microelectromechanical systems is the technology of microscopic devices, particularly those with moving parts. It merges at the nano-scale into nanoelectromechanical systems (NEMS) and nanotechnology. MEMS are also referred to as micromachines in Japan, or micro systems technology (MST) in Europe.

A composite material is a material made from two or more constituent materials with significantly different physical or chemical properties that, when combined, produce a material with characteristics different from the individual components. The individual components remain separate and distinct within the finished structure, differentiating composites from mixtures and solid solutions.
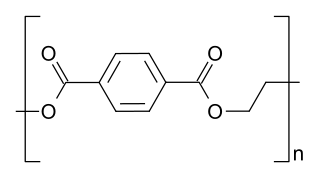
Polyethylene terephthalate, commonly abbreviated PET, PETE, or the obsolete PETP or PET-P, is the most common thermoplastic polymer resin of the polyester family and is used in fibres for clothing, containers for liquids and foods, thermoforming for manufacturing, and in combination with glass fibre for engineering resins.
An actuator is a component of a machine that is responsible for moving and controlling a mechanism or system, for example by opening a valve. In simple terms, it is a "mover".
Tissue engineering is the use of a combination of cells, engineering, and materials methods, and suitable biochemical and physicochemical factors to improve or replace biological tissues. Tissue engineering involves the use of a tissue scaffold for the formation of new viable tissue for a medical purpose. While it was once categorized as a sub-field of biomaterials, having grown in scope and importance it can be considered as a field in its own.
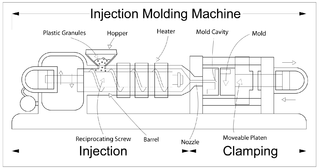
Injection moulding is a manufacturing process for producing parts by injecting molten material into a mould. Injection moulding can be performed with a host of materials mainly including metals, glasses, elastomers, confections, and most commonly thermoplastic and thermosetting polymers. Material for the part is fed into a heated barrel, mixed, and injected (Forced) into a mould cavity, where it cools and hardens to the configuration of the cavity. After a product is designed, usually by an industrial designer or an engineer, moulds are made by a mould-maker from metal, usually either steel or aluminium, and precision-machined to form the features of the desired part. Injection moulding is widely used for manufacturing a variety of parts, from the smallest components to entire body panels of cars. Advances in 3D printing technology, using photopolymers which do not melt during the injection moulding of some lower temperature thermoplastics, can be used for some simple injection moulds.

A microplate or microtiter plate, microwell plate, multiwell, is a flat plate with multiple "wells" used as small test tubes. The microplate has become a standard tool in analytical research and clinical diagnostic testing laboratories. A very common usage is in the enzyme-linked immunosorbent assay (ELISA), the basis of most modern medical diagnostic testing in humans and animals.
Fibre-reinforced plastic (FRP) is a composite material made of a polymer matrix reinforced with fibres. The fibres are usually glass, carbon, aramid, or basalt. Rarely, other fibres such as paper, wood, or asbestos have been used. The polymer is usually an epoxy, vinyl ester, or polyester thermosetting plastic, though phenol formaldehyde resins are still in use.
Kraton is the trade name given to a number of high performance elastomers manufactured by Kraton Polymers, and used as synthetic replacements for rubber. Kraton polymers offers many of the properties of natural rubber, such as flexibility, high traction, and sealing abilities, but with increased resistance to heat, weathering, and chemicals. It was first made by the chemical division of the Shell Oil Company in the 1950s, under the technical leadership of Murray Luftglass and Norman R. Legge. Shell sold its Kraton polymers business to private equity firm Ripplewood Holdings in March 2001.

Microfabrication is the process of fabricating miniature structures of micrometre scales and smaller. Historically, the earliest microfabrication processes were used for integrated circuit fabrication, also known as "semiconductor manufacturing" or "semiconductor device fabrication". In the last two decades microelectromechanical systems (MEMS), microsystems, micromachines and their subfields, microfluidics/lab-on-a-chip, optical MEMS, RF MEMS, PowerMEMS, BioMEMS and their extension into nanoscale have re-used, adapted or extended microfabrication methods. Flat-panel displays and solar cells are also using similar techniques.

Blister pack is a term for several types of pre-formed plastic packaging used for small consumer goods, foods, and for pharmaceuticals.
Thermoplastic olefin (TPO), thermoplastic polyolefin or olefinic thermoplastic elastomers refer to polymer/filler blends usually consisting of some fraction of a thermoplastic, an elastomer or rubber, and usually a filler.
Olimunllum® CF/PEEK is a thermoplastic composite material containing a quasi-isotropic endless carbon fibre reinforcement and a semi-cristalline thermoplastic polymer matrix from the Polyaryletherketone (PAEK) family.
Three dimensional (3D) bioprinting is the utilization of 3D printing–like techniques to combine cells, growth factors, and biomaterials to fabricate biomedical parts that maximally imitate natural tissue characteristics. Generally, 3D bioprinting utilizes the layer-by-layer method to deposit materials known as bioinks to create tissue-like structures that are later used in medical and tissue engineering fields. Bioprinting covers a broad range of biomaterials.

An off-stoichiometry thiol-ene polymer polymer is a polymer platform comprising off-stoichiometry thiol-enes (OSTE) and off-stoichiometry thiol-ene-epoxies (OSTE+).
Projection micro-stereolithography (PµSL) adapts 3D printing technology for micro-fabrication. Digital micro display technology provides dynamic stereolithography masks that work as a virtual photomask. This technique allows for rapid photopolymerization of an entire layer with a flash of UV illumination at micro-scale resolution. The mask can control individual pixel light intensity, allowing control of material properties of the fabricated structure with desired spatial distribution.
Transfer molding is a manufacturing process where casting material is forced into a mold. Transfer molding is different from compression molding in that the mold is enclosed [Hayward] rather than open to the fill plunger resulting in higher dimensional tolerances and less environmental impact. Compared to injection molding, transfer molding uses higher pressures to uniformly fill the mold cavity. This allows thicker reinforcing fiber matrices to be more completely saturated by resin. Furthermore, unlike injection molding the transfer mold casting material may start the process as a solid. This can reduce equipment costs and time dependency. The transfer process may have a slower fill rate than an equivalent injection molding processes.
Three-dimensional (3D) microfabrication refers to manufacturing techniques that involve the layering of materials to produce a three-dimensional structure at a microscopic scale. These structures are usually on the scale of micrometers and are popular in microelectronics and microelectromechanical systems.
Bioinks are substances made of living cells that can be used for 3D printing of complex tissue models. Bioinks are materials that mimic an extracellular matrix environment to support the adhesion, proliferation, and differentiation of living cells. Bioinks distinguish themselves from traditional biomaterials such as hydrogels, polymer networks, and foam scaffolds due to their ability to be deposited as filaments during an additive manufacturing process. Additionally, unlike traditional additive manufacturing materials such as thermoplastic polymers, ceramics, and metals which require the use of harsh solvents, cross-linking modalities and high temperatures to be printed, bioinks are processed under much milder conditions. These mild conditions are necessary to preserve compatibility with living cells, and prevent degradation of bioactive molecules and macroproteins. These bioinks are often adopted from existing hydrogel biomaterials and derived from natural polymers such as gelatins, alginates, fibrin, chitosan, and hyaluronic acids that are sensitive to their processing conditions.


