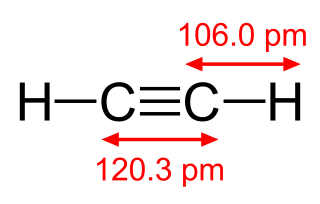
Acetylene is the chemical compound with the formula C2H2 and structure H−C≡C−H. It is a hydrocarbon and the simplest alkyne. This colorless gas is widely used as a fuel and a chemical building block. It is unstable in its pure form and thus is usually handled as a solution. Pure acetylene is odorless, but commercial grades usually have a marked odor due to impurities such as divinyl sulfide and phosphine.

Welding is a fabrication process that joins materials, usually metals or thermoplastics, by using high heat to melt the parts together and allowing them to cool, causing fusion. Welding is distinct from lower temperature techniques such as brazing and soldering, which do not melt the base metal.

Shielded metal arc welding (SMAW), also known as manual metal arc welding, flux shielded arc welding or informally as stick welding, is a manual arc welding process that uses a consumable electrode covered with a flux to lay the weld.

Arc welding is a welding process that is used to join metal to metal by using electricity to create enough heat to melt metal, and the melted metals, when cool, result in a binding of the metals. It is a type of welding that uses a welding power supply to create an electric arc between a metal stick ("electrode") and the base material to melt the metals at the point of contact. Arc welding power supplies can deliver either direct (DC) or alternating (AC) current to the work, while consumable or non-consumable electrodes are used.

Hydrogen embrittlement (HE), also known as hydrogen-assisted cracking or hydrogen-induced cracking (HIC), is a reduction in the ductility of a metal due to absorbed hydrogen. Hydrogen atoms are small and can permeate solid metals. Once absorbed, hydrogen lowers the stress required for cracks in the metal to initiate and propagate, resulting in embrittlement. Hydrogen embrittlement occurs most notably in steels, as well as in iron, nickel, titanium, cobalt, and their alloys. Copper, aluminium, and stainless steels are less susceptible to hydrogen embrittlement.

Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area and electrode are protected from oxidation or other atmospheric contamination by an inert shielding gas. A filler metal is normally used, though some welds, known as autogenous welds, or fusion welds do not require it. When helium is used, this is known as heliarc welding. A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma. TIG welding is most commonly used to weld thin sections of stainless steel and non-ferrous metals such as aluminum, magnesium, and copper alloys. The process grants the operator greater control over the weld than competing processes such as shielded metal arc welding and gas metal arc welding, allowing stronger, higher-quality welds. However, TIG welding is comparatively more complex and difficult to master, and furthermore, it is significantly slower than most other welding techniques. A related process, plasma arc welding, uses a slightly different welding torch to create a more focused welding arc and as a result is often automated.

Plasma arc welding (PAW) is an arc welding process similar to gas tungsten arc welding (GTAW). The electric arc is formed between an electrode and the workpiece. The key difference from GTAW is that in PAW, the electrode is positioned within the body of the torch, so the plasma arc is separated from the shielding gas envelope. The plasma is then forced through a fine-bore copper nozzle which constricts the arc and the plasma exits the orifice at high velocities and a temperature approaching 28,000 °C (50,000 °F) or higher.
Shielding gases are inert or semi-inert gases that are commonly used in several welding processes, most notably gas metal arc welding and gas tungsten arc welding. Their purpose is to protect the weld area from oxygen, and water vapour. Depending on the materials being welded, these atmospheric gases can reduce the quality of the weld or make the welding more difficult. Other arc welding processes use alternative methods of protecting the weld from the atmosphere as well – shielded metal arc welding, for example, uses an electrode covered in a flux that produces carbon dioxide when consumed, a semi-inert gas that is an acceptable shielding gas for welding steel.
The weldability, also known as joinability, of a material refers to its ability to be welded. Many metals and thermoplastics can be welded, but some are easier to weld than others. A material's weldability is used to determine the welding process and to compare the final weld quality to other materials.

Oxyhydrogen is a mixture of hydrogen (H2) and oxygen (O2) gases. This gaseous mixture is used for torches to process refractory materials and was the first gaseous mixture used for welding. Theoretically, a ratio of 2:1 hydrogen:oxygen is enough to achieve maximum efficiency; in practice a ratio 4:1 or 5:1 is needed to avoid an oxidizing flame.

Atomic hydrogen welding (AHW) is an arc welding process that uses an arc between two tungsten electrodes in a shielding atmosphere of hydrogen. The process was invented by Irving Langmuir in the course of his studies of atomic hydrogen. The electric arc efficiently breaks up the hydrogen molecules, which later recombine with tremendous release of heat, reaching temperatures from 3400 to 4000 °C. Without the arc, an oxyhydrogen torch can only reach 2800 °C. This is the third-hottest flame after dicyanoacetylene at 4987 °C and cyanogen at 4525 °C. An acetylene torch merely reaches 3300 °C. This device may be called an atomic hydrogen torch, nascent hydrogen torch or Langmuir torch. The process was also known as arc-atom welding.
Carbon arc welding (CAW) is a process which produces coalescence of metals by heating them with an arc between a non-consumable carbon (graphite) electrode and the work-piece. It was the first arc-welding process developed but is not used for many applications today, having been replaced by twin-carbon-arc welding and other variations. The purpose of arc welding is to form a bond between separate metal pieces. In carbon-arc welding a carbon electrode is used to produce an electric arc between the electrode and the materials being bonded. This arc produces temperatures in excess of 3,000 °C. At this temperature the separate metals form a bond and become welded together.

Ferrosilicon is an alloy of iron and silicon with a typical silicon content by weight of 15–90%. It contains a high proportion of iron silicides.

The Hernando de Soto Bridge is a tied-arch bridge carrying Interstate 40 across the Mississippi River between West Memphis, Arkansas, and Memphis, Tennessee. The design is a continuous cantilevered cable-stayed steel through arch, with bedstead endposts. Memphians also call the bridge the "New Bridge", as it is newer than the Memphis & Arkansas Bridge downstream, and the "M Bridge", due to its distinctive shape. It is of similar construction to the Sherman Minton Bridge between Louisville, Kentucky, and New Albany, Indiana.

Hyperbaric welding is the process of welding at elevated pressures, normally underwater. Hyperbaric welding can either take place wet in the water itself or dry inside a specially constructed positive pressure enclosure and hence a dry environment. It is predominantly referred to as "hyperbaric welding" when used in a dry environment, and "underwater welding" when in a wet environment. The applications of hyperbaric welding are diverse—it is often used to repair ships, offshore oil platforms, and pipelines. Steel is the most common material welded.

Oxy-fuel welding and oxy-fuel cutting are processes that use fuel gases and oxygen to weld or cut metals. French engineers Edmond Fouché and Charles Picard became the first to develop oxygen-acetylene welding in 1903. Pure oxygen, instead of air, is used to increase the flame temperature to allow localised melting of the workpiece material in a room environment. A common propane/air flame burns at about 2,250 K, a propane/oxygen flame burns at about 2,526 K, an oxyhydrogen flame burns at 3,073 K and an acetylene/oxygen flame burns at about 3,773 K.

Friction stud welding is a solid phase welding technique involving a stud or appurtenance being rotated at high speed while being forced against a substrate, generating heat by friction. The metal surfaces reach a temperature at which they flow plastically under pressure, surface impurities are expelled and a forged weld is formed.
In metalworking, a welding defect is any flaw that compromises the usefulness of a weldment. There is a great variety of welding defects. Welding imperfections are classified according to ISO 6520, while their acceptable limits are specified in ISO 5817 and ISO 10042.

The symbols and conventions used in welding documentation are specified in national and international standards such as ISO 2553 Welded, brazed and soldered joints -- Symbolic representation on drawings and ISO 4063 Welding and allied processes -- Nomenclature of processes and reference numbers. The US standard symbols are outlined by the American National Standards Institute and the American Welding Society and are noted as "ANSI/AWS". Due in part to the growth of the oil industry, this symbol set was used during the 1990s in about 50% of the world's welding operations. An ISO committee sought to establish a global standard during this decade.

Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert gas (MIG) and metal active gas (MAG) is a welding process in which an electric arc forms between a consumable MIG wire electrode and the workpiece metal(s), which heats the workpiece metal(s), causing them to fuse. Along with the wire electrode, a shielding gas feeds through the welding gun, which shields the process from atmospheric contamination.