
Solder is a fusible metal alloy used to create a permanent bond between metal workpieces. Solder is melted in order to wet the parts of the joint, where it adheres to and connects the pieces after cooling. Metals or alloys suitable for use as solder should have a lower melting point than the pieces to be joined. The solder should also be resistant to oxidative and corrosive effects that would degrade the joint over time. Solder used in making electrical connections also needs to have favorable electrical characteristics.
Beryllium copper (BeCu), also known as copper beryllium (CuBe), beryllium bronze, and spring copper, is a copper alloy with 0.5–3% beryllium. Copper beryllium alloys are often used because of their high strength and good conductivity of both heat and electricity. It is used for its ductility, weldability in metalworking, and machining properties. It has many specialized applications in tools for hazardous environments, musical instruments, precision measurement devices, bullets, and some uses in the field of aerospace. Beryllium copper and other beryllium alloys are harmful carcinogens that present a toxic inhalation hazard during manufacturing.

Brazing is a metal-joining process in which two or more metal items are joined by melting and flowing a filler metal into the joint, with the filler metal having a lower melting point than the adjoining metal.
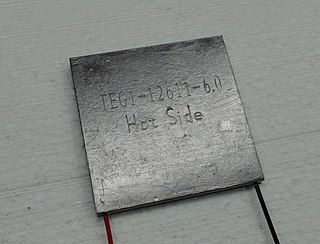
Thermoelectric materials show the thermoelectric effect in a strong or convenient form.
Forge welding (FOW), also called fire welding, is a solid-state welding process that joins two pieces of metal by heating them to a high temperature and then hammering them together. It may also consist of heating and forcing the metals together with presses or other means, creating enough pressure to cause plastic deformation at the weld surfaces. The process, although challenging, has been a method of joining metals used since ancient times and is a staple of traditional blacksmithing. Forge welding is versatile, being able to join a host of similar and dissimilar metals. With the invention of electrical welding and gas welding methods during the Industrial Revolution, manual forge-welding has been largely replaced, although automated forge-welding is a common manufacturing process.
Galinstan (R) is a brand name for an alloy composed of gallium, indium, and tin which melts at −19 °C (−2 °F) and is thus liquid at room temperature. However, it is not a eutectic alloy but a near eutectic alloy. In scientific literature, galinstan is also used as an acronym denoting the eutectic composition of the alloy of Ga-In-Sn, which melts at around +11 °C (52 °F). The composition of both alloys is roughly the same, albeit the Galinstan (R), a company's commercial technical product, likely has added flux to improve flowability, to reduce melting temperature, and to reduce surface tension. Thus, the physical properties of the Galinstan (R) and the pure eutectic alloy EGaInSn differ slightly.
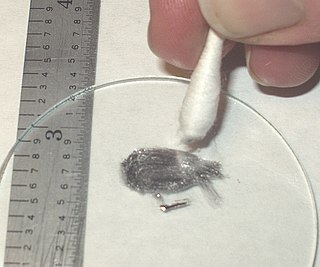
A thermal interface material is any material that is inserted between two components in order to enhance the thermal coupling between them. A common use is heat dissipation, in which the TIM is inserted between a heat-producing device and a heat-dissipating device. There are intensive studies in developing several kinds of TIM with different target applications:

Friction stir welding (FSW) is a solid-state joining process that uses a non-consumable tool to join two facing workpieces without melting the workpiece material. Heat is generated by friction between the rotating tool and the workpiece material, which leads to a softened region near the FSW tool. While the tool is traversed along the joint line, it mechanically intermixes the two pieces of metal, and forges the hot and softened metal by the mechanical pressure, which is applied by the tool, much like joining clay, or dough. It is primarily used on wrought or extruded aluminium and particularly for structures which need very high weld strength. FSW is capable of joining aluminium alloys, copper alloys, titanium alloys, mild steel, stainless steel and magnesium alloys. More recently, it was successfully used in welding of polymers. In addition, joining of dissimilar metals, such as aluminium to magnesium alloys, has been recently achieved by FSW. Application of FSW can be found in modern shipbuilding, trains, and aerospace applications.
A fusible alloy is a metal alloy capable of being easily fused, i.e. easily meltable, at relatively low temperatures. Fusible alloys are commonly, but not necessarily, eutectic alloys.

Gas dynamic cold spraying or cold spraying (CS) is a coating deposition method. Solid powders are accelerated in a supersonic gas jet to velocities up to ca. 1200 m/s. During impact with the substrate, particles undergo plastic deformation and adhere to the surface. To achieve a uniform thickness the spraying nozzle is scanned along the substrate. Metals, polymers, ceramics, composite materials and nanocrystalline powders can be deposited using cold spraying. The kinetic energy of the particles, supplied by the expansion of the gas, is converted to plastic deformation energy during bonding. Unlike thermal spraying techniques, e.g., plasma spraying, arc spraying, flame spraying, or high velocity oxygen fuel (HVOF), the powders are not melted during the spraying process.

Glass-to-metal seals are a type of mechanical seal which joins glass and metal surfaces. They are very important elements in the construction of vacuum tubes, electric discharge tubes, incandescent light bulbs, glass-encapsulated semiconductor diodes, reed switches, glass windows in metal cases, and metal or ceramic packages of electronic components.

Soldering is a process of joining two metal surfaces together using a filler metal called solder. The soldering process involves heating the surfaces to be joined and melting the solder, which is then allowed to cool and solidify, creating a strong and durable joint.
AlSiC, pronounced "alsick", is a metal matrix composite consisting of aluminium matrix with silicon carbide particles. It has high thermal conductivity, and its thermal expansion can be adjusted to match other materials, e.g. silicon and gallium arsenide chips and various ceramics. It is chiefly used in microelectronics as substrate for power semiconductor devices and high density multi-chip modules, where it aids with removal of waste heat.
Copper–tungsten is a mixture of copper and tungsten. As copper and tungsten are not mutually soluble, the material is composed of distinct particles of one metal dispersed in a matrix of the other one. The microstructure is therefore rather a metal matrix composite instead of a true alloy.

A liquid metal is a metal or a metal alloy which is liquid at or near room temperature.
Heat exchangers are devices that transfer heat to achieve desired heating or cooling. An important design aspect of heat exchanger technology is the selection of appropriate materials to conduct and transfer heat fast and efficiently.
5154 aluminium alloy is an alloy in the wrought aluminium-magnesium family. As an aluminium-magnesium alloy, it combines moderate-to-high strength with excellent weldability. 5154 aluminium is commonly used in welded structures such as pressure vessels and ships. As a wrought alloy, it can be formed by rolling, extrusion, and forging, but not casting. It can be cold worked to produce tempers with a higher strength but a lower ductility. It is generally not clad.
5454 aluminium–magnesium alloy is an alloy in the wrought aluminium-magnesium family. It is closely related to 5154 aluminium alloy. As an aluminium-magnesium alloy, it combines moderate-to-high strength with excellent weldability. Like 5154, 5454 aluminium is commonly used in welded structures such as pressure vessels and ships. As a wrought alloy, it can be formed by rolling, extrusion, and forging, but not casting. It can be cold worked to produce tempers with a higher strength but a lower ductility. It is generally not clad.

The elements bismuth and indium have relatively low melting points when compared to other metals, and their alloy bismuth–indium (Bi–In) is classified as a fusible alloy. It has a melting point lower than the eutectic point of the tin–lead alloy. The most common application of the Bi-In alloy is as a low temperature solder, which can also contain, besides bismuth and indium, lead, cadmium, and tin.
AlSi10Mg is a lightweight, high-strength aluminium alloy that is widely used in the aerospace, automotive, and medical industries. Its unique combination of aluminium, silicon, and magnesium makes it an ideal material for additive manufacturing processes, such as 3D printing.