Injection moulding is a manufacturing process for producing parts by injecting molten material into a mould, or mold. Injection moulding can be performed with a host of materials mainly including metals, glasses, elastomers, confections, and most commonly thermoplastic and thermosetting polymers. Material for the part is fed into a heated barrel, mixed, and injected into a mould cavity, where it cools and hardens to the configuration of the cavity. After a product is designed, usually by an industrial designer or an engineer, moulds are made by a mould-maker from metal, usually either steel or aluminium, and precision-machined to form the features of the desired part. Injection moulding is widely used for manufacturing a variety of parts, from the smallest components to entire body panels of cars. Advances in 3D printing technology, using photopolymers that do not melt during the injection moulding of some lower-temperature thermoplastics, can be used for some simple injection moulds.

Plastic welding is welding for semi-finished plastic materials, and is described in ISO 472 as a process of uniting softened surfaces of materials, generally with the aid of heat. Welding of thermoplastics is accomplished in three sequential stages, namely surface preparation, application of heat and pressure, and cooling. Numerous welding methods have been developed for the joining of semi-finished plastic materials. Based on the mechanism of heat generation at the welding interface, welding methods for thermoplastics can be classified as external and internal heating methods, as shown in Fig 1.

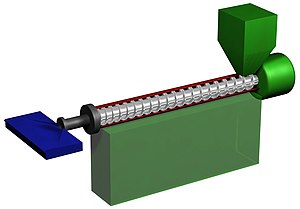
Extrusion is a process used to create objects of a fixed cross-sectional profile by pushing material through a die of the desired cross-section. Its two main advantages over other manufacturing processes are its ability to create very complex cross-sections; and to work materials that are brittle, because the material encounters only compressive and shear stresses. It also creates excellent surface finish and gives considerable freedom of form in the design process.

Blow molding is a manufacturing process for forming hollow plastic parts. It is also used for forming glass bottles or other hollow shapes.
Ceramic forming techniques are ways of forming ceramics, which are used to make everything from tableware such as teapots to engineering ceramics such as computer parts. Pottery techniques include the potter's wheel, slip casting and many others.

The Melt Flow Index (MFI) is a measure of the ease of flow of the melt of a thermoplastic polymer. It is defined as the mass of polymer, in grams, flowing in ten minutes through a capillary of a specific diameter and length by a pressure applied via prescribed alternative gravimetric weights for alternative prescribed temperatures. Polymer processors usually correlate the value of MFI with the polymer grade that they have to choose for different processes, and most often this value is not accompanied by the units, because it is taken for granted to be g/10min. Similarly, the test conditions of MFI measurement are normally expressed in kilograms rather than any other units. The method is described in the similar standards ASTM D1238 and ISO 1133.

Pneumatic tires are manufactured according to relatively standardized processes and machinery, in around 455 tire factories in the world. With over 1 billion tires manufactured worldwide annually, the tire industry is a major consumer of natural rubber. Tire factories start with bulk raw materials such as synthetic rubber, carbon black, and chemicals and produce numerous specialized components that are assembled and cured.
Extrusion coating is the coating of a molten web of synthetic resin onto a substrate material. It is a versatile coating technique used for the economic application of various plastics, notably polyethylene, onto paperboard, corrugated fiberboard, paper, aluminium foils, cellulose, Non-wovens, or plastic films.

Twin-wall plastic, specifically twin-wall polycarbonate, is an extruded multi-wall polymer product created for applications where its strength, thermally insulative properties, and moderate cost are ideal. Polycarbonate, which is most commonly formed through the reaction of Bisphenol A and Carbonyl Chloride, is an extremely versatile material. It is significantly lighter than glass, while managing to be stronger, more flexible, and more impact resistant. Twin-wall polycarbonate is used most commonly for green houses, where it can support itself in a structurally sound configuration, limit the amount of UV light due to its nominal translucence, and can withstand the rigors of daily abuse in an outdoor environment. The stagnant air in the cellular space between sheets provides insulation, and additional cell layers can be extruded to enhance insulative properties at the cost of light transmission.

Plastic film is a thin continuous polymeric material. Thicker plastic material is often called a "sheet". These thin plastic membranes are used to separate areas or volumes, to hold items, to act as barriers, or as printable surfaces.
A masterbatch is a concentrated mixture of pigments and / or additives blended and extruded together in a carrier matrix, such as resin or wax, that is used to add these mixed additives to a final plastic product. The additives may be used for colouring or for imparting other properties. The typical alternative to using a masterbatch is to compound the plastic from raw undiluted additives.

A film blowing machine involves one process used to make plastic film. Extruded tubular processing is most often used with polyethylene films but can be used with other polymers. The film may be laminating film, shrink film, agricultural covering film, bags or film for textiles and clothing, and other packaging materials.
Plastic forming machines, or plastic molding machines, were developed on the basis of rubber machinery and metal die-casting machines. After the inception of the polymer injection molding process in the 1870s, plastic-forming machines were rapidly developed up until the 1930s. With the gradual commercialization of plastic molding equipment, injection molding and extrusion molding became the most common industrialized processes. Blow molding is the third-largest plastic molding method after the injection molding and extrusion blow molding methods.

A rotary union is a union that allows for rotation of the united parts. It is thus a device that provides a seal between a stationary supply passage and a rotating part to permit the flow of a fluid into and/or out of the rotating part. Fluids typically used with rotary joints and rotating unions include various heat transfer media and fluid power media such as steam, water, thermal oil, hydraulic fluid, and coolants. A rotary union is sometimes referred to as a rotating union, rotary valve, swivel union,rotorseal, rotary couplings, rotary joint, rotating joints, hydraulic coupling, pneumatic rotary union, through bore rotary union, air rotary union, electrical rotary union, or vacuum rotary union
A die in polymer processing is a metal restrictor or channel capable of providing a constant cross sectional profile to a stream of liquid polymer. This allows for continuous processing of shapes such as sheets, films, pipes, rods, and other more complex profiles. This is a continuous process, allowing for constant production, as opposed to a sequential (non-constant) process such as injection molding.
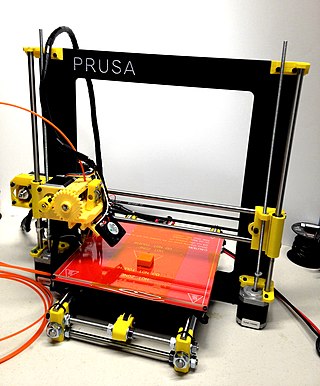
Fused filament fabrication (FFF), also known as fused deposition modeling, or filament freeform fabrication, is a 3D printing process that uses a continuous filament of a thermoplastic material. Filament is fed from a large spool through a moving, heated printer extruder head, and is deposited on the growing work. The print head is moved under computer control to define the printed shape. Usually the head moves in two dimensions to deposit one horizontal plane, or layer, at a time; the work or the print head is then moved vertically by a small amount to begin a new layer. The speed of the extruder head may also be controlled to stop and start deposition and form an interrupted plane without stringing or dribbling between sections. "Fused filament fabrication" was coined by the members of the RepRap project to give an acronym (FFF) that would be legally unconstrained in its use.
Electrofusion welding is a form of resistive implant welding used to join pipes. A fitting with implanted metal coils is placed around two ends of pipes to be joined, and current is passed through the coils. Resistive heating of the coils melts small amounts of the pipe and fitting, and upon solidification, a joint is formed. It is most commonly used to join polyethylene (PE) and polypropylene (PP) pipes. Electrofusion welding is the most common welding technique for joining PE pipes. Because of the consistency of the electrofusion welding process in creating strong joints, it is commonly employed for the construction and repair of gas-carrying pipelines. The development of the joint strength is affected by several process parameters, and a consistent joining procedure is necessary for the creation of strong joints.
Spin welding is a form of friction welding used to join thermoplastic parts. The parts to be welded must be round, and in plane with each other. Like all other welding methods this process utilizes heat, time, and pressure to create a weld joint. Heat is generated via internal friction generated between the two parts when rotating and subjected to a load normal to the weld joint. This frictional heat causes the plastic to melt and a bond to be created.
Extrusion welding is one of the processes used to weld thermoplastics and composites, developed in the 1960s as an evolution of hot gas welding. It can be a manual or automated process.
Covema srl was a historic Italian company specializing in the design of plastic processing machinery, based in Milan, via Fontana 1. Founded in 1953 by the Terragni brothers, it also included the companies Corima spa, GBF spa, GBF iberica, RIAP srl, FIRS spa, Covepla Spain, Italproducts srl, Omam spa, TPA srl, AGRIPAK srl, Floraplant srl, Interfinance SA, Technical Die spa, Covema SAE. The technology that Covema has developed since the 1950s is merged into Agripak srl based in Milano and managed by the sons of Marco Terragni: Fabio Terragni (president), Patrizia Terragni and Massimo Terragni.