
Enterprise resource planning (ERP) is the integrated management of main business processes, often in real-time and mediated by software and technology. ERP is usually referred to as a category of business management software—typically a suite of integrated applications—that an organization can use to collect, store, manage and interpret data from many business activities. ERP systems can be local-based or cloud-based. Cloud-based applications have grown in recent years due to the increased efficiencies arising from information being readily available from any location with Internet access.
In management accounting or managerial accounting, managers use accounting information in decision-making and to assist in the management and performance of their control functions.
Material requirements planning (MRP) is a production planning, scheduling, and inventory control system used to manage manufacturing processes. Most MRP systems are software-based, but it is possible to conduct MRP by hand as well.

Lean manufacturing is a production method aimed primarily at reducing times within the production system as well as response times from suppliers and to customers. It is closely related to another concept called just-in-time manufacturing. Just-in-time manufacturing tries to match production to demand by only supplying goods which have been ordered and focuses on efficiency, productivity and reduction of "wastes" for the producer and supplier of goods. Lean manufacturing adopts the just-in-time approach and additionally focuses on reducing cycle, flow and throughput times by further eliminating activities which do not add any value for the customer. Lean manufacturing also involves people who work outside of the manufacturing process, such as in marketing and customer service.
Activity-based costing (ABC) is a costing method that identifies activities in an organization and assigns the cost of each activity to all products and services according to the actual consumption by each. Therefore, this model assigns more indirect costs (overhead) into direct costs compared to conventional costing.
Concurrent engineering (CE) or concurrent design and manufacturing is a work methodology emphasizing the parallelization of tasks, which is sometimes called simultaneous engineering or integrated product development (IPD) using an integrated product team approach. It refers to an approach used in product development in which functions of design engineering, manufacturing engineering, and other functions are integrated to reduce the time required to bring a new product to market.
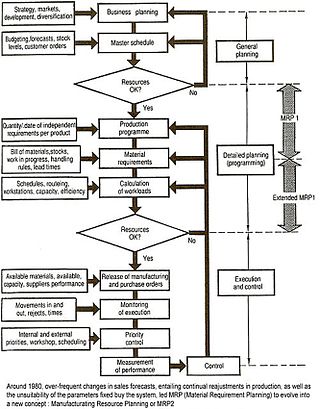
Manufacturingresource planning is a method for the effective planning of all resources of a manufacturing company. Ideally, it addresses operational planning in units, financial planning, and has a simulation capability to answer "what-if" questions and is an extension of closed-loop MRP.
Agile manufacturing is a term applied to an organization that has created the processes, tools, and training to enable it to respond quickly to customer needs and market changes while still controlling costs and quality. It is mostly related to lean manufacturing.

Operations management is concerned with designing and controlling the production of goods or services, ensuring that businesses are efficient in using resources to meet customer requirements.
Safety stock is a term used by logisticians to describe a level of extra stock that is maintained to mitigate risk of stockouts caused by uncertainties in supply and demand. Adequate safety stock levels permit business operations to proceed according to their plans. Safety stock is held when uncertainty exists in demand, supply, or manufacturing yield, and serves as an insurance against stockouts.
Manufacturing process management (MPM) is a collection of technologies and methods used to define how products are to be manufactured. MPM differs from ERP/MRP which is used to plan the ordering of materials and other resources, set manufacturing schedules, and compile cost data.
Capacity planning is the process of determining the production capacity needed by an organization to meet changing demands for its products. In the context of capacity planning, design capacity is the maximum amount of work that an organization or individual is capable of completing in a given period. Effective capacity is the maximum amount of work that an organization or individual is capable of completing in a given period due to constraints such as quality problems, delays, material handling, etc.

The business terms push and pull originated in logistics and supply chain management, but are also widely used in marketing and in the hotel distribution business.

Demand-chain management (DCM) is the management of relationships between suppliers and customers to deliver the best value to the customer at the least cost to the demand chain as a whole. Demand-chain management is similar to supply-chain management but with special regard to the customers.
Cellular manufacturing is a process of manufacturing which is a subsection of just-in-time manufacturing and lean manufacturing encompassing group technology. The goal of cellular manufacturing is to move as quickly as possible, make a wide variety of similar products, while making as little waste as possible. Cellular manufacturing involves the use of multiple "cells" in an assembly line fashion. Each of these cells is composed of one or multiple different machines which accomplish a certain task. The product moves from one cell to the next, each station completing part of the manufacturing process. Often the cells are arranged in a "U-shape" design because this allows for the overseer to move less and have the ability to more readily watch over the entire process. One of the biggest advantages of cellular manufacturing is the amount of flexibility that it has. Since most of the machines are automatic, simple changes can be made very rapidly. This allows for a variety of scaling for a product, minor changes to the overall design, and in extreme cases, entirely changing the overall design. These changes, although tedious, can be accomplished extremely quickly and precisely.
ISO 13399 is an international technical standard by ISO for the computer-interpretable representation and exchange of industrial product data about cutting tools and toolholders. The objective is to provide a mechanism capable of describing product data regarding cutting tools, independent from any particular system. The nature of this description makes it suitable not only for neutral file exchange, but also as a basis for implementing and sharing product databases and archiving, regarding cutting tools.
Backflush accounting is a subset of management accounting focused on types of "postproduction issuing;" It is a product costing approach, used in a Just-In-Time (JIT) operating environment, in which costing is delayed until goods are finished. Backflush accounting delays the recording of costs until after the events have taken place, then standard costs are used to work backwards to 'flush' out the manufacturing costs. The result is that detailed tracking of costs is eliminated. Journal entries to inventory accounts may be delayed until the time of product completion or even the time of sale, and standard costs are used to assign costs to units when journal entries are made. Backflushing transaction has two steps: one step of the transaction reports the produced part which serves to increase the quantity on-hand of the produced part and a second step which relieves the inventory of all the component parts. Component part numbers and quantities-per are taken from the standard bill of material (BOM). This represents a huge saving over the traditional method of a) issuing component parts one at a time, usually to a discrete work order, b) receiving the finished parts into inventory, and c) returning any unused components, one at a time, back into inventory.
A lean laboratory is one which is focused on processes, procedures, and infrastructure that deliver results in the most efficient way in terms of cost, speed, or both. Lean laboratory is a management and organization process derived from the concept of lean manufacturing and the Toyota Production System (TPS). The goal of a lean laboratory is to reduce resource usage and costs while improving productivity, staff morale, and laboratory-driven outcomes.
Demand Flow Technology (DFT) is a strategy for defining and deploying business processes in a flow, driven in response to customer demand. DFT is based on a set of applied mathematical tools that are used to connect processes in a flow and link it to daily changes in demand. DFT represents a scientific approach to flow manufacturing for discrete production. It is built on principles of demand pull where customer demand is the central signal to guide factory and office activity in the daily operation. DFT is intended to provide an alternative to schedule-push manufacturing which primarily uses a sales plan and forecast to determine a production schedule.
Lean startup is a methodology for developing businesses and products that aims to shorten product development cycles and rapidly discover if a proposed business model is viable; this is achieved by adopting a combination of business-hypothesis-driven experimentation, iterative product releases, and validated learning. Lean startup emphasizes customer feedback over intuition and flexibility over planning. This methodology enables recovery from failures more often than traditional ways of product development.
