
Inkjet printing is a type of computer printing that recreates a digital image by propelling droplets of ink onto paper and plastic substrates. Inkjet printers were the most commonly used type of printer in 2008, and range from small inexpensive consumer models to expensive professional machines. By 2019, laser printers outsold inkjet printers by nearly a 2:1 ratio, 9.6% vs 5.1% of all computer peripherals.
Selective laser sintering (SLS) is an additive manufacturing (AM) technique that uses a laser as the power and heat source to sinter powdered material, aiming the laser automatically at points in space defined by a 3D model, binding the material together to create a solid structure. It is similar to selective laser melting; the two are instantiations of the same concept but differ in technical details. SLS is a relatively new technology that so far has mainly been used for rapid prototyping and for low-volume production of component parts. Production roles are expanding as the commercialization of AM technology improves.

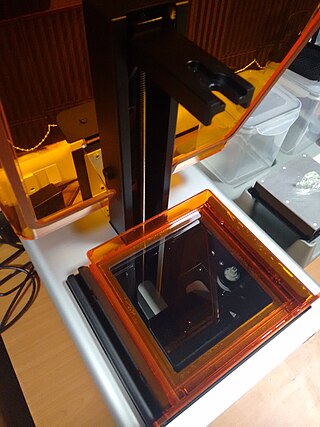
Stereolithography is a form of 3D printing technology used for creating models, prototypes, patterns, and production parts in a layer by layer fashion using photochemical processes by which light causes chemical monomers and oligomers to cross-link together to form polymers. Those polymers then make up the body of a three-dimensional solid. Research in the area had been conducted during the 1970s, but the term was coined by Chuck Hull in 1984 when he applied for a patent on the process, which was granted in 1986. Stereolithography can be used to create prototypes for products in development, medical models, and computer hardware, as well as in many other applications. While stereolithography is fast and can produce almost any design, it can be expensive.
3D printing or additive manufacturing is the construction of a three-dimensional object from a CAD model or a digital 3D model. It can be done in a variety of processes in which material is deposited, joined or solidified under computer control, with material being added together, typically layer by layer.

3D Systems, headquartered in Rock Hill, South Carolina, is a company that engineers, manufactures, and sells 3D printers, 3D printing materials, 3D scanners, and offers a 3D printing service. The company creates product concept models, precision and functional prototypes, master patterns for tooling, as well as production parts for direct digital manufacturing. It uses proprietary processes to fabricate physical objects using input from computer-aided design and manufacturing software, or 3D scanning and 3D sculpting devices.

Solid ink is a type of ink used in printing. Solid ink is a waxy resin-based polymer that must be melted prior to usage unlike conventional liquid inks. The technology is used most in graphics and large format printing environments where color vividness and cost efficiency are important.
Rapid prototyping is a group of techniques used to quickly fabricate a scale model of a physical part or assembly using three-dimensional computer aided design (CAD) data. Construction of the part or assembly is usually done using 3D printing or "additive layer manufacturing" technology.
Digital modeling and fabrication is a design and production process that combines 3D modeling or computing-aided design (CAD) with additive and subtractive manufacturing. Additive manufacturing is also known as 3D printing, while subtractive manufacturing may also be referred to as machining, and many other technologies can be exploited to physically produce the designed objects.

Selective laser melting (SLM) is one of many proprietary names for a metal additive manufacturing (AM) technology that uses a bed of powder with a source of heat to create metal parts. Also known as direct metal laser sintering (DMLS), the ASTM standard term is powder bed fusion (PBF). PBF is a rapid prototyping, 3D printing, or additive manufacturing technique designed to use a high power-density laser to melt and fuse metallic powders together.

Binder jet 3D printing, known variously as "Powder bed and inkjet" and "drop-on-powder" printing, is a rapid prototyping and additive manufacturing technology for making objects described by digital data such as a CAD file. Binder jetting is one of the seven categories of additive manufacturing processes according to ASTM and ISO.

Formlabs is a 3D printing technology developer and manufacturer. The Somerville, Massachusetts-based company was founded in September 2011 by three MIT Media Lab students. The company develops and manufactures 3D printers and related software and consumables. It is most known for raising nearly $3 million in a Kickstarter campaign and creating the Form 1, Form 1+, Form 2, Form Cell, Form 3, Form 3L, and Fuse 1 stereolithography and selective laser sintering 3D printers.
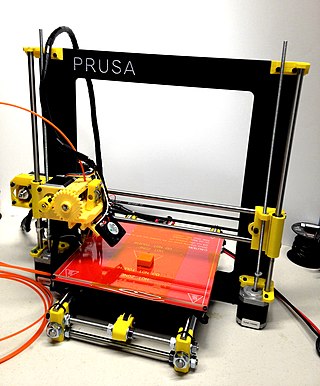
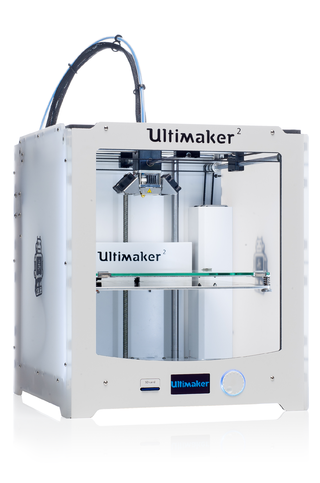
Fused filament fabrication (FFF), also known as fused deposition modeling, or filament freeform fabrication, is a 3D printing process that uses a continuous filament of a thermoplastic material. Filament is fed from a large spool through a moving, heated printer extruder head, and is deposited on the growing work. The print head is moved under computer control to define the printed shape. Usually the head moves in two dimensions to deposit one horizontal plane, or layer, at a time; the work or the print head is then moved vertically by a small amount to begin a new layer. The speed of the extruder head may also be controlled to stop and start deposition and form an interrupted plane without stringing or dribbling between sections. "Fused filament fabrication" was coined by the members of the RepRap project to give an acronym (FFF) that would be legally unconstrained in its use.

EnvisionTEC is a privately held global company that develops, manufactures and sells more than 40 configurations of desktop and production 3D printers based on seven several distinct process technologies that build objects from digital design files. Founded in 2002, the company now has a corporate headquarters for North America, located in Dearborn, Mich., and International headquarters in Gladbeck, Germany. It also has a production facility in the Greater Los Angeles area, as well as additional facilities in Montreal, for materials research, in Kiev, Ukraine, for software development, and in Woburn, Mass, for robotic 3D printing research and development. Today, the company's 3D Printers are used for mass customized production and to manufacture finished goods, investment casting patterns, tooling, prototypes and more. EnvisionTEC serves a variety of medical, professional and industrial customers. EnvisionTEC has developed large customer niches in the jewelry, dental, hearing aid, medical device, biofabrication and animation industries. EnvisionTEC is one of the few 3D printer companies globally whose products are being used for real production of final end-use parts.
Rule based DFM analysis for direct metal laser sintering. Direct metal laser sintering (DMLS) is one type of additive manufacturing process that allows layer by layer printing of metal parts having complex geometries directly from 3D CAD data. It uses a high-energy laser to sinter powdered metal under computer control, binding the material together to create a solid structure. DMLS is a net shape process and allows the creation of highly complex and customized parts with no extra cost incurred for its complexity.
In design for additive manufacturing (DFAM), there are both broad themes and optimizations specific to a particular AM process. Described here is DFM analysis for stereolithography, in which design for manufacturability (DFM) considerations are applied in designing a part to be manufactured by the stereolithography (SLA) process. In SLA, parts are built from a photocurable liquid resin that cures when exposed to a laser beam that scans across the surface of the resin (photopolymerization). Resins containing acrylate, epoxy, and urethane are typically used. Complex parts and assemblies can be directly made in one go, to a greater extent than in earlier forms of manufacturing such as casting, forming, metal fabrication, and machining. Realization of such a seamless process requires the designer to take in considerations of manufacturability of the part by the process. In any product design process, DFM considerations are important to reduce iterations, time and material wastage.

A variety of processes, equipment, and materials are used in the production of a three-dimensional object via additive manufacturing. 3D printing is also known as additive manufacturing, because the numerous available 3D printing process tend to be additive in nature, with a few key differences in the technologies and the materials used in this process.
Multi-material 3D printing is the additive manufacturing procedure of using multiple materials at the same time to fabricate an object. Similar to single material additive manufacturing it can be realised through methods such as FFF, SLA and Inkjet 3D printing. By expanding the design space to different materials, it establishes the possibilities of creating 3D printed objects of different color or with different material properties like elasticity or solubility. The first multi-material 3D printer Fab@Home became publicly available in 2006. The concept was quickly adopted by the industry followed by many consumer ready multi-material 3D printers.

3D food printing is the process of manufacturing food products using a variety of additive manufacturing techniques. Most commonly, food grade syringes hold the printing material, which is then deposited through a food grade nozzle layer by layer. The most advanced 3D food printers have pre-loaded recipes on board and also allow the user to remotely design their food on their computers, phones or some IoT device. The food can be customized in shape, color, texture, flavor or nutrition, which makes it very useful in various fields such as space exploration and healthcare.

High-area rapid printing (HARP) is a stereolithography (SLA) method that permits the continuous, high-throughput printing of large objects at rapid speeds. This method was introduced in 2019 by the Mirkin Research Group at Northwestern University in order to address drawbacks associated with traditional SLA manufacturing processes. Since the polymerization reactions involved in SLA are highly exothermic processes, the production of objects at high-throughputs is associated with high temperatures that can result in structural defects. HARP addresses this problem by utilizing a solid-liquid slip boundary that cools the resin by withdrawing heat from the system. This allows for large structures to be fabricated quickly without the temperature-associated defects inherent to other SLA processes.

3D concrete printing, or simply concrete printing, refers to digital fabrication processes for cementitious materials based on one of several different 3D printing technologies. 3D printed concrete eliminates the need for formwork, reducing material waste and allowing for greater geometric freedom in complex structures. With recent developments in mix design and 3D printing technology over the last decade, 3D concrete printing has grown exponentially since its emergence in the 1990s. Architectural and structural applications of 3D-printed concrete include the production of building blocks, building modules, street furniture, pedestrian bridges, and low-rise residential structures.



