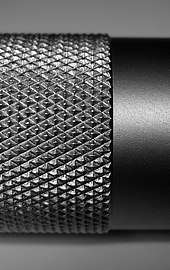
Knurling is a manufacturing process, typically conducted on a lathe, whereby a pattern of straight, angled or crossed lines is rolled into the material. Knurling can also refer to material that has a knurled pattern. [1]
Knurling is a manufacturing process, typically conducted on a lathe, whereby a pattern of straight, angled or crossed lines is rolled into the material. Knurling can also refer to material that has a knurled pattern. [1]
The terms knurl and knurled are from an earlier knur ‘knot in wood’ and the diminutive -le, from Middle English knaur or knarre ‘knot in wood; twisted rock; crag’. [2] This descends from Old English cnearra but the vowel in Middle English may have been influenced by Old Norse knǫrr ‘merchant ship’ which was known as cnearr in Old English.[ citation needed ] The modern gnarl is a back-formation of gnarled which itself is first attested in Shakespeare's works and is apparently a variant of knurled. [3]

In knurling, indentations are produced on a part of a workpiece. Knurling allows hands or fingers to get a better grip on the knurled object than would be provided by the original smooth surface. Occasionally, the knurled pattern is a series of straight ridges or a helix of "straight" ridges rather than the more-usual criss-cross pattern.
Knurling may also be used as a repair method: because a rolled-in knurled surface has raised areas surrounding the depressed areas, these raised areas can make up for wear on the part. In the days when labor was cheap and parts expensive, this repair method was feasible on pistons of internal combustion engines, where the skirt of a worn piston was expanded to the nominal size using a knurling process. As auto parts have become less expensive, knurling has become less prevalent than it once was, and is specifically discouraged by performance engine builders. [4]
Knurling can also be used when a component will be assembled into a low precision component, for example a metal pin into a plastic molding. The outer surface of the metal pin is knurled so that the raised detail "bites" into the plastic irrespective of whether the size of the hole in the plastic closely matches the diameter of the pin.
Tool handles, mechanical pencils, the grips of pistols, barbell bars, the clamping surface of a motorcycle handlebar and the control knobs on electronic equipment are frequently knurled. Knurling is also used on the grips of darts [5] and the footpegs of BMX bicycles. Knurling is also found in many surgical instruments, where it is used for instrument identification, and its ease of being brushed clean.
This section has multiple issues. Please help improve it or discuss these issues on the talk page . (Learn how and when to remove these template messages) |


More common than knurl cutting, knurl rolling is usually accomplished using one or more very hard rollers that contain the reverse of the pattern to be imposed. It is possible for a "straight" knurl (not criss-crossed) to be pressed with a single roller, however the material needs to be supported adequately to avoid deformation. A criss-cross pattern can be accomplished using any of:
Use stock with a circumference that's a multiple of the circular pitch, or stock with a diameter of the circular pitch over π. Blank diameter is critical to quality knurling. The wrong blank diameter can cause the knurl(s) to double track, giving a pattern finer than the knurl was designed to produce, one that is generally unsatisfactory. Picking the correct stock diameter is very similar to having two gears of the same diametrical pitch that fit together. Every time you add a tooth, the diameter increases by a discrete amount. There are no in-between diameters that work correctly. The same is true of knurls and the blank to be knurled, though fortunately knurls do tolerate a certain amount of error before problems occur. [6] [7] The integer number of knurls for any given diameter typically varies by three repetitions from the bottom to the top of the pattern. By comparison, for cut knurls, the spacing of the cuts is not preset and can be adjusted to allow an integral number of patterns around the workpiece no matter what the diameter of the workpiece.
Hand knurling tools are available. These resemble pipecutters but contain knurling wheels rather than cutting wheels. Usually, three wheels are carried by the tool: two left-handed wheels and one right-handed wheel or vice versa.
Cut knurling often employs automatic feed. The tooling for cut knurling resembles that for rolled knurling, with the exception that the knurls have sharp edges and are presented to the work at an angle allowing the sharp edges to cut the work. Angled, diamond and straight knurling are all supported by cut knurling. [8] It is impossible to cut knurling "Like extremely coarse pitch threads" both because lathe gear trains will not support such longitudinal speeds and because reasonable cutting speeds would be impossible to achieve.
Source: [9]

A lathe is a machine tool that rotates a workpiece about an axis of rotation to perform various operations such as cutting, sanding, knurling, drilling, deformation, facing, and turning, with tools that are applied to the workpiece to create an object with symmetry about that axis.

A perforation is a small hole in a thin material or web. There is usually more than one perforation in an organized fashion, where all of the holes collectively are called a perforation. The process of creating perforations is called perforating, which involves removing bits of the workpiece with a tool. Old-fashioned lick-and-stick postage stamps are perforated. When a tool makes small cuts in the material it's called 'rouletting', because that tool often resembles a roulette wheel, with blades around the edge. Raffle tickets are a good example of rouletting.

Hobbing is a machining process for gear cutting, cutting splines, and cutting sprockets using a hobbing machine, a specialized milling machine. The teeth or splines of the gear are progressively cut into the material by a series of cuts made by a cutting tool called a hob.

Machining is a manufacturing process whereby a desired shape or part is achieved by the controlled removal of material from a larger piece of raw material by cutting; most often performed with metal material. These processes are collectively called subtractive manufacturing, which utilizes machine tools, in contrast to additive manufacturing, which uses controlled addition of material.
Broaching is a machining process that uses a toothed tool, called a broach, to remove material. There are two main types of broaching: linear and rotary. In linear broaching, which is the more common process, the broach is run linearly against a surface of the workpiece to produce the cut. Linear broaches are used in a broaching machine, which is also sometimes shortened to broach. In rotary broaching, the broach is rotated and pressed into the workpiece to cut an axisymmetric shape. A rotary broach is used in a lathe or screw machine. In both processes the cut is performed in one pass of the broach, which makes it very efficient.
A reamer is a type of rotary cutting tool used in metalworking. Precision reamers are designed to enlarge the size of a previously formed hole by a small amount but with a high degree of accuracy to leave smooth sides. There are also non-precision reamers which are used for more basic enlargement of holes or for removing burrs. The process of enlarging the hole is called reaming. There are many different types of reamer and they may be designed for use as a hand tool or in a machine tool, such as a milling machine or drill press.

Woodturning is the craft of using a wood lathe with hand-held tools to cut a shape that is symmetrical around the axis of rotation. Like the potter's wheel, the wood lathe is a mechanism that can generate a variety of forms. The operator is known as a turner, and the skills needed to use the tools were traditionally known as turnery. In pre-industrial England, these skills were sufficiently difficult to be known as "the mysteries of the turners' guild." The skills to use the tools by hand, without a fixed point of contact with the wood, distinguish woodturning and the wood lathe from the machinist's lathe, or metal-working lathe.

A mandrel, mandril, or arbor is a tapered tool against which material can be forged, pressed, stretched or shaped, or a flanged or tapered or threaded bar that grips a workpiece to be machined in a lathe. A flanged mandrel is a parallel bar of a specific diameter with an integral flange towards one end, and threaded at the opposite end. Work is gripped between the flange and a nut on the thread. A tapered mandrel has a taper of approximately 0.005 inches per foot and is designed to hold work by being driven into an accurate hole on the work, gripping the work by friction. A threaded mandrel may have a male or female thread, and work which has an opposing thread is screwed onto the mandrel.

Swaging is a forging process in which the dimensions of an item are altered using dies into which the item is forced. Swaging is usually a cold working process, but also may be hot worked.

The phrase speeds and feeds or feeds and speeds refers to two separate velocities in machine tool practice, cutting speed and feed rate. They are often considered as a pair because of their combined effect on the cutting process. Each, however, can also be considered and analyzed in its own right.

A collet is a segmented sleeve, band or collar. One of the two radial surfaces of a collet is usually tapered and the other is cylindrical. The term collet commonly refers to a type of chuck that uses collets to hold either a workpiece or a tool but has other mechanical applications.

A chuck is a specialized type of clamp used to hold an object with radial symmetry, especially a cylinder. In a drill, a mill and a transmission, a chuck holds the rotating tool; in a lathe, it holds the rotating workpiece.

Turning is a machining process in which a cutting tool, typically a non-rotary tool bit, describes a helix toolpath by moving more or less linearly while the workpiece rotates.

A lathe center, often shortened to center, is a tool that has been ground to a point to accurately position a workpiece on an axis. They usually have an included angle of 60°, but in heavy machining situations an angle of 75° is used.

A turret lathe is a form of metalworking lathe that is used for repetitive production of duplicate parts, which by the nature of their cutting process are usually interchangeable. It evolved from earlier lathes with the addition of the turret, which is an indexable toolholder that allows multiple cutting operations to be performed, each with a different cutting tool, in easy, rapid succession, with no need for the operator to perform set-up tasks in between or to control the toolpath. The latter is due to the toolpath's being controlled by the machine, either in jig-like fashion, via the mechanical limits placed on it by the turret's slide and stops, or via digitally-directed servomechanisms for computer numerical control lathes.
A threaded insert, also known as a threaded bushing, is a fastener element that is inserted into an object to add a threaded hole. They may be used to repair a stripped threaded hole, provide a durable threaded hole in a soft material, place a thread on a material too thin to accept it, mold or cast threads into a work piece thereby eliminating a machining operation, or simplify changeover from unified to metric threads or vice versa.

Grinding is a type of abrasive machining process which uses a grinding wheel as cutting tool.

Burnishing is the plastic deformation of a surface due to sliding contact with another object. It smooths the surface and makes it shinier. Burnishing may occur on any sliding surface if the contact stress locally exceeds the yield strength of the material. The phenomenon can occur both unintentionally as a failure mode, and intentionally as part of a metalworking or manufacturing process. It is a squeezing operation under cold working.
In manufacturing, threading is the process of creating a screw thread. More screw threads are produced each year than any other machine element. There are many methods of generating threads, including subtractive methods ; deformative or transformative methods ; additive methods ; or combinations thereof.

Metal spinning, also known as spin forming or spinning or metal turning most commonly, is a metalworking process by which a disc or tube of metal is rotated at high speed and formed into an axially symmetric part. Spinning can be performed by hand or by a CNC lathe.
Knurling is obtained by displacement of the material when the knurl is pressed against the surface of a rotating work blank.