Material requirements planning (MRP) is a production planning, scheduling, and inventory control system used to manage manufacturing processes. Most MRP systems are software-based, but it is possible to conduct MRP by hand as well.

Inventory or stock refers to the goods and materials that a business holds for the ultimate goal of resale, production or utilisation.

Lean manufacturing is a production method aimed primarily at reducing times within the production system as well as response times from suppliers and to customers.
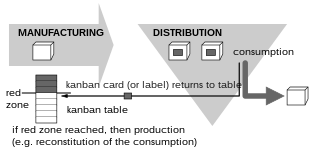
Kanban is a scheduling system for lean manufacturing. Taiichi Ohno, an industrial engineer at Toyota, developed kanban to improve manufacturing efficiency. The system takes its name from the cards that track production within a factory. Kanban is also known as the Toyota nameplate system in the automotive industry.
Vendor-managed inventory (VMI) is an inventory management practice in which a supplier of goods, usually the manufacturer, is responsible for optimizing the inventory held by a distributor.
Cross-docking is a practice in logistics of unloading materials from a manufacturer or mode of transportation directly to the customer or another mode of transportation, with little or no storage in between. This may be done to change the type of conveyance, to sort material intended for different destinations, or to combine material from different origins into transport vehicles with the same or similar destinations.

A distribution center for a set of products is a warehouse or other specialized building, often with refrigeration or air conditioning, which is stocked with products (goods) to be redistributed to retailers, to wholesalers, or directly to consumers. A distribution center is a principal part, the order processing element, of the entire order fulfillment process. Distribution centers are usually thought of as being demand driven. A distribution center can also be called a warehouse, a DC, a fulfillment center, a cross-dock facility, a bulk break center, and a package handling center. The name by which the distribution center is known is commonly based on the purpose of the operation. For example, a "retail distribution center" normally distributes goods to retail stores, an "order fulfillment center" commonly distributes goods directly to consumers, and a cross-dock facility stores little or no product but distributes goods to other destinations.

Operations management is an area of management concerned with designing and controlling the process of production and redesigning business operations in the production of goods or services. It involves the responsibility of ensuring that business operations are efficient in terms of using as few resources as needed and effective in meeting customer requirements.
Less-than-truckload shipping or less than load (LTL) is the transportation of an amount of freight sized between individual parcels and full truckloads. Parcel carriers handle small packages and freight that can be broken down into units less than approximately 150 pounds (68 kg). Full truckload carriers move entire semi-trailers. Semi-trailers are typically between 26 and 53 feet and require a substantial amount of freight to make such transportation economical. The term LTL can refer to the freight itself, or to the carrier that transports the such freight.
Single-minute Digit exchange of die (SMED) is one of the many lean production methods for reducing waste in a manufacturing process. It provides a rapid and efficient way of converting a manufacturing process from running the current product to running the next product. This rapid changeover is key to reducing production lot sizes and thereby reducing uneven flow (Mura), production loss and output variability.

The business terms push and pull originated in logistics and supply chain management, but are also widely used in marketing and in the hotel distribution business.
Supply-chain optimization (SCO) aims to ensure the optimal operation of a manufacturing and distribution supply chain. This includes the optimal placement of inventory within the supply chain, minimizing operating costs including manufacturing costs, transportation costs, and distribution costs. Optimization often involves the application of mathematical modelling techniques using computer software. It is often considered to be part of supply chain engineering, although the latter is mainly focused on mathematical modelling approaches, whereas supply chain optimization can also be undertaken using qualitative, management based approaches.
Continuous-flow manufacturing, or repetitive-flow manufacturing, is an approach to discrete manufacturing that contrasts with batch production. It is associated with a just-in-time and kanban production approach, and calls for an ongoing examination and improvement efforts which ultimately requires integration of all elements of the production system. The goal is an optimally balanced production line with little waste, the lowest possible cost, on-time and defect-free production.
Cellular manufacturing is a process of manufacturing which is a subsection of just-in-time manufacturing and lean manufacturing encompassing group technology. The goal of cellular manufacturing is to move as quickly as possible, make a wide variety of similar products, while making as little waste as possible. Cellular manufacturing involves the use of multiple "cells" in an assembly line fashion. Each of these cells is composed of one or multiple different machines which accomplish a certain task. The product moves from one cell to the next, each station completing part of the manufacturing process. Often the cells are arranged in a "U-shape" design because this allows for the overseer to move less and have the ability to more readily watch over the entire process. One of the biggest advantages of cellular manufacturing is the amount of flexibility that it has. Since most of the machines are automatic, simple changes can be made very rapidly. This allows for a variety of scaling for a product, minor changes to the overall design, and in extreme cases, entirely changing the overall design. These changes, although tedious, can be accomplished extremely quickly and precisely.
Production leveling, also known as production smoothing or – by its Japanese original term – heijunka (平準化), is a technique for reducing the mura (unevenness) which in turn reduces muda (waste). It was vital to the development of production efficiency in the Toyota Production System and lean manufacturing. The goal is to produce intermediate goods at a constant rate so that further processing may also be carried out at a constant and predictable rate.
Fixed repeating schedule is a key element of the Toyota Production System and lean manufacturing. As its name suggests it is a production schedule which is 'unchanging' and repeated perhaps daily or over a longer period such as two weeks or month. If it can be implemented, economies of repetition start to become evident and suppliers and customers can be assured in their own activity scheduling. What impedes this being implemented is the uncertainty of demand and supply. Therefore whilst the scheduling becomes simple, the activities to make the scheduling possible become more complex. Thus the planning to move to FRS reveals issues which, if managed correctly, will reduce complexity overall and improve customer service.
A manufacturing supermarket is, for a factory process, what a retail supermarket is for the customer. The customers draw products from the 'shelves' as needed and this can be detected by the supplier who then initiates a replenishment of that item. It was the observation that this 'way of working' could be transferred from retail to manufacturing that is one of the cornerstones of the Toyota Production System (TPS).
Backflush accounting is a subset of management accounting focused on types of "postproduction issuing;" It is a product costing approach, used in a Just-In-Time (JIT) operating environment, in which costing is delayed until goods are finished. Backflush accounting delays the recording of costs until after the events have taken place, then standard costs are used to work backwards to 'flush' out the manufacturing costs. The result is that detailed tracking of costs is eliminated. Journal entries to inventory accounts may be delayed until the time of product completion or even the time of sale, and standard costs are used to assign costs to units when journal entries are made. Backflushing transaction has two steps: one step of the transaction reports the produced part which serves to increase the quantity on-hand of the produced part and a second step which relieves the inventory of all the component parts. Component part numbers and quantities-per are taken from the standard bill of material (BOM). This represents a huge saving over the traditional method of a) issuing component parts one at a time, usually to a discrete work order, b) receiving the finished parts into inventory, and c) returning any unused components, one at a time, back into inventory.
Demand Flow Technology (DFT) is a strategy for defining and deploying business processes in a flow, driven in response to customer demand. DFT is based on a set of applied mathematical tools that are used to connect processes in a flow and link it to daily changes in demand. DFT represents a scientific approach to flow manufacturing for discrete production. It is built on principles of demand pull where customer demand is the central signal to guide factory and office activity in the daily operation. DFT is intended to provide an alternative to schedule-push manufacturing which primarily uses a sales plan and forecast to determine a production schedule.
Merge-in-transit (MIT) is a distribution method in which several shipments from suppliers originating at different locations are consolidated into one final customer delivery. This removes the need for distribution warehouses in the supply chain, allowing customers to receive complete deliveries for their orders. Under a merge-in-transit system, merge points replace distribution warehouse. In today's global market, merge-in-transit is progressively being used in telecommunications and electronic industries. These industries are usually dynamic and flexible, in which products have been developed and changed rapidly.




