
Welding is a fabrication or sculptural process that joins materials, usually metals or thermoplastics, by using high heat to melt the parts together and allowing them to cool causing fusion. Welding is distinct from lower temperature metal-joining techniques such as brazing and soldering, which do not melt the base metal.

Shielded metal arc welding (SMAW), also known as manual metal arc welding, flux shielded arc welding or informally as stick welding, is a manual arc welding process that uses a consumable electrode covered with a flux to lay the weld.

Brazing is a metal-joining process in which two or more metal items are joined together by melting and flowing a filler metal into the joint, the filler metal having a lower melting point than the adjoining metal.

Arc welding is a welding process that is used to join metal to metal by using electricity to create enough heat to melt metal, and the melted metals when cool result in a binding of the metals. It is a type of welding that uses a welding power supply to create an electric arc between a metal stick ("electrode") and the base material to melt the metals at the point of contact. Arc welders can use either direct (DC) or alternating (AC) current, and consumable or non-consumable electrodes.

Flux-cored arc welding is a semi-automatic or automatic arc welding process. FCAW requires a continuously-fed consumable tubular electrode containing a flux and a constant-voltage or, less commonly, a constant-current welding power supply. An externally supplied shielding gas is sometimes used, but often the flux itself is relied upon to generate the necessary protection from the atmosphere, producing both gaseous protection and liquid slag protecting the weld. The process is widely used in construction because of its high welding speed and portability.

Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area and electrode is protected from oxidation or other atmospheric contamination by an inert shielding gas, and a filler metal is normally used, though some welds, known as autogenous welds, do not require it. A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma.

Plasma arc welding (PAW) is an arc welding process similar to gas tungsten arc welding (GTAW). The electric arc is formed between an electrode and the workpiece. The key difference from GTAW is that in PAW, by positioning the electrode within the body of the torch, the plasma arc can be separated from the shielding gas envelope. The plasma is then forced through a fine-bore copper nozzle which constricts the arc and the plasma exits the orifice at high velocities and a temperature approaching 28,000 °C (50,000 °F) or higher.
Electric resistance welding (ERW) refers to a group of welding processes such as spot and seam welding that produce coalescence of faying surfaces where heat to form the weld is generated by the electrical resistance of material combined with the time and the force used to hold the materials together during welding. Some factors influencing heat or welding temperatures are the proportions of the workpieces, the metal coating or the lack of coating, the electrode materials, electrode geometry, electrode pressing force, electrical current and length of welding time. Small pools of molten metal are formed at the point of most electrical resistance as an electrical current is passed through the metal. In general, resistance welding methods are efficient and cause little pollution, but their applications are limited to relatively thin materials and the equipment cost can be high.

The heat-affected zone (HAZ) is the area of base material, either a metal or a thermoplastic, which is not melted but has had its microstructure and properties altered by welding or heat intensive cutting operations. The heat from the welding process and subsequent re-cooling causes this change from the weld interface to the termination of the sensitizing temperature in the base metal. The extent and magnitude of property change depends primarily on the base material, the weld filler metal, and the amount and concentration of heat input by the welding process.
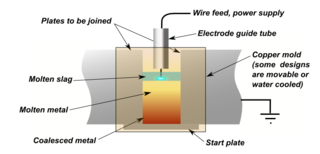
Electroslag welding(ESW) is a highly productive, single pass welding process for thick materials in a vertical or close to vertical position. (ESW) is similar to electrogas welding, but the main difference is the arc starts in a different location. An electric arc is initially struck by wire that is fed into the desired weld location and then flux is added. Additional flux is added until the molten slag, reaching the tip of the electrode, extinguishes the arc. The wire is then continually fed through a consumable guide tube into the surfaces of the metal workpieces and the filler metal are then melted using the electrical resistance of the molten slag to cause coalescence. The wire and tube then move up along the workpiece while a copper retaining shoe that was put into place before starting is used to keep the weld between the plates that are being welded. Electroslag welding is used mainly to join low carbon steel plates and/or sections that are very thick. It can also be used on structural steel if certain precautions are observed, and for large cross-section aluminium busbars. This process uses a direct current (DC) voltage usually ranging from about 600 A and 40-50 V, higher currents are needed for thicker materials. Because the arc is extinguished, this is not an arc process.

Oxy-fuel welding and oxy-fuel cutting are processes that use fuel gases and oxygen to weld or cut metals. French engineers Edmond Fouché and Charles Picard became the first to develop oxygen-acetylene welding in 1903. Pure oxygen, instead of air, is used to increase the flame temperature to allow localized melting of the workpiece material in a room environment. A common propane/air flame burns at about 2,250 K, a propane/oxygen flame burns at about 2,526 K, an oxyhydrogen flame burns at 3,073 K and an acetylene/oxygen flame burns at about 3,773 K.

Filler materials are particles added to resin or binders that can improve specific properties, make the product cheaper or a mixture of both. The two largest segments for filler material use is elastomers and plastics. Worldwide, more than 53 million tons of fillers are used every year in different application areas, such as paper, plastics, rubber, paints, coatings, adhesives and sealants. As such, fillers, produced by more than 700 companies, rank among the world's major raw materials and are contained in a variety of goods for daily consumer needs. The top filler materials used are ground calcium carbonate (GCC), precipitated calcium carbonate (PCC), kaolin, talc, and carbon black. Filler materials can affect the tensile strength, toughness, heat resistance, color, clarity etc. A good example of this is the addition of talc to polypropylene. Most of the filler materials used in plastics are mineral or glass based filler materials. There are two main subgroups of filler materials: particulates and fibers. Particulates are small particles of filler which are mixed in the matrix where size and aspect ratio are important. Fibers are small circular strands that can be very long and have very high aspect ratios.
Flash welding is a type of resistance welding that does not use any filler metals. The pieces of metal to be welded are set apart at a predetermined distance based on material thickness, material composition, and desired properties of the finished weld. Current is applied to the metal, and the gap between the two pieces creates resistance and produces the arc required to melt the metal. Once the pieces of metal reach the proper temperature, they are pressed together, effectively forge welding them together.
Ultrasonic soldering is a flux-less soldering process that uses ultrasonic energy, without the need for chemicals to solder materials, such as glass, ceramics, and composites, hard to solder metals and other sensitive components which cannot be soldered using conventional means. Ultrasonic (U/S) soldering, as a flux-less soldering process, is finding growing application in soldering of metals and ceramics from solar photovoltaics and medical shape memory alloys to specialized electronic and sensor packages. U/S soldering has been reported since 1955 as a method to solder aluminum and other metals without the use of flux.
Orbital welding is a specialized area of welding whereby the arc is rotated mechanically through 360° around a static workpiece, an object such as a pipe, in a continuous process. The process was developed to addresses the issue of operator error in gas tungsten arc welding processes (GTAW). In orbital welding, computer-controlled process runs with little intervention from the operator. The process is used specifically for high quality repeatable welding.

A welding joint is a point or edge where two or more pieces of metal or plastic are joined together. They are formed by welding two or more workpieces according to a particular geometry. There are five types of joints referred to by the American Welding Society: butt, corner, edge, lap, and tee. These configurations may have various configurations at the joint where actual welding can occur.
Arc blow is the, usually unwanted, deflection of the arc during arc welding.

Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert gas (MIG) welding or metal active gas (MAG) welding, is a welding process in which an electric arc forms between a consumable MIG wire electrode and the workpiece metal(s), which heats the workpiece metal(s), causing them to melt and join. Along with the wire electrode, a shielding gas feeds through the welding gun, which shields the process from contaminants in the air.
An autogenous weld is a form of welding, where the filler material is either supplied by melting the base material, or is of identical composition. The weld may be formed entirely by melting parts of the base metal and no additional filler rod is used.
Extrusion welding is one of the processes used to weld thermoplastics and composites, developed in the 1960's as an evolution of hot gas welding. It can be a manual or automated process.


