Material requirements planning (MRP) is a production planning, scheduling, and inventory control system used to manage manufacturing processes. Most MRP systems are software-based, but it is possible to conduct MRP by hand as well.

Inventory or stock refers to the goods and materials that a business holds for the ultimate goal of resale, production or utilisation.

Lean manufacturing is a production method aimed primarily at reducing times within the production system as well as response times from suppliers and to customers. It is closely related to another concept called just-in-time manufacturing. Just-in-time manufacturing tries to match production to demand by only supplying goods which have been ordered and focuses on efficiency, productivity, and reduction of "wastes" for the producer and supplier of goods. Lean manufacturing adopts the just-in-time approach and additionally focuses on reducing cycle, flow, and throughput times by further eliminating activities which do not add any value for the customer. Lean manufacturing also involves people who work outside of the manufacturing process, such as in marketing and customer service.
Economies of scope are "efficiencies formed by variety, not volume". In economics, "economies" is synonymous with cost savings and "scope" is synonymous with broadening production/services through diversified products. Economies of scope is an economic theory stating that average total cost of production decrease as a result of increasing the number of different goods produced. For example, a gas station that sells gasoline can sell soda, milk, baked goods, etc. through their customer service representatives and thus gasoline companies achieve economies of scope.
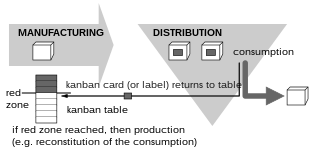
Kanban is a scheduling system for lean manufacturing. Taiichi Ohno, an industrial engineer at Toyota, developed kanban to improve manufacturing efficiency. The system takes its name from the cards that track production within a factory. Kanban is also known as the Toyota nameplate system in the automotive industry.

Operations management is concerned with designing and controlling the production of goods and services, ensuring that businesses are efficient in using resources to meet customer requirements.
Quality, cost, delivery (QCD), sometimes expanded to quality, cost, delivery, morale, safety (QCDMS), is a management approach originally developed by the British automotive industry. QCD assess different components of the production process and provides feedback in the form of facts and figures that help managers make logical decisions. By using the gathered data, it is easier for organizations to prioritize their future goals. QCD helps break down processes to organize and prioritize efforts before they grow overwhelming.
Muda is a Japanese word meaning "futility", "uselessness", or "wastefulness", and is a key concept in lean process thinking such as in the Toyota Production System (TPS), denoting one of three types of deviation from optimal allocation of resources. The other types are known by the Japanese terms mura ("unevenness") and muri ("overload"). Waste in this context refers to the wasting of time or resources rather than wasteful by-products and should not be confused with Waste reduction.
Single-minute digit exchange of die (SMED) is one of the many lean production methods for reducing inefficiencies in a manufacturing process. It provides a rapid and efficient way of converting a manufacturing process from running the current product to running the next product. This is key to reducing production lot sizes, and reducing uneven flow (Mura), production loss, and output variability.

The business terms push and pull originated in logistics and supply chain management, but are also widely used in marketing and in the hotel distribution business.
Scheduling is the process of arranging, controlling and optimizing work and workloads in a production process or manufacturing process. Scheduling is used to allocate plant and machinery resources, plan human resources, plan production processes and purchase materials.
Takt time, or simply takt, is a manufacturing term to describe the required product assembly duration that is needed to match the demand. Often confused with cycle time, takt time is a tool used to design work and it measures the average time interval between the start of production of one unit and the start of production of the next unit when items are produced sequentially. For calculations, it is the time to produce parts divided by the number of parts demanded in that time interval. The takt time is based on customer demand; if a process or a production line are unable to produce at takt time, either demand leveling, additional resources, or process re-engineering is needed to ensure on-time delivery.
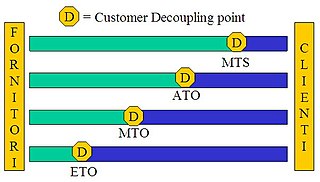
Order fulfillment is in the most general sense the complete process from point of sales inquiry to delivery of a product to the customer. Sometimes, it describes the more narrow act of distribution or the logistics function. In the broader sense, it refers to the way firms respond to customer orders.
Cellular manufacturing is a process of manufacturing which is a subsection of just-in-time manufacturing and lean manufacturing encompassing group technology. The goal of cellular manufacturing is to move as quickly as possible, make a wide variety of similar products, while making as little waste as possible. Cellular manufacturing involves the use of multiple "cells" in an assembly line fashion. Each of these cells is composed of one or multiple different machines which accomplish a certain task. The product moves from one cell to the next, each station completing part of the manufacturing process. Often the cells are arranged in a "U-shape" design because this allows for the overseer to move less and have the ability to more readily watch over the entire process. One of the biggest advantages of cellular manufacturing is the amount of flexibility that it has. Since most of the machines are automatic, simple changes can be made very rapidly. This allows for a variety of scaling for a product, minor changes to the overall design, and in extreme cases, entirely changing the overall design. These changes, although tedious, can be accomplished extremely quickly and precisely.

Production leveling, also known as production smoothing or – by its Japanese original term – heijunka (平準化), is a technique for reducing the mura (unevenness) which in turn reduces muda (waste). It was vital to the development of production efficiency in the Toyota Production System and lean manufacturing. The goal is to produce intermediate goods at a constant rate so that further processing may also be carried out at a constant and predictable rate.
Mura is a Japanese word meaning "unevenness; irregularity; lack of uniformity; nonuniformity; inequality", and is a key concept in the Toyota Production System (TPS) as one of the three types of waste. Waste in this context refers to the wasting of time or resources rather than wasteful by-products and should not be confused with Waste reduction. Toyota adopted these three Japanese words as part of their product improvement program, due to their familiarity in common usage.
A manufacturing supermarket is, for a factory process, what a retail supermarket is for the customer. The customers draw products from the 'shelves' as needed and this can be detected by the supplier who then initiates a replenishment of that item. It was the observation that this 'way of working' could be transferred from retail to manufacturing that is one of the cornerstones of the Toyota Production System (TPS).
Frequent deliveries are a largely ignored but powerful way of leveling apparent demand within a supply chain and thereby reducing Mura. What is perhaps not so obvious is that this will reduce inventory levels and thereby assist progress along the Lean journey at the same time. The historical focus upon carrying full loads, sometimes of only one product, reduces the unit cost of transport but has sometimes hidden the true costs associated with achieving those transport discounts. It is also possible to gain some of these benefits by 'faking' frequent deliveries at the supply site.
Demand Flow Technology (DFT) is a strategy for defining and deploying business processes in a flow, driven in response to customer demand. DFT is based on a set of applied mathematical tools that are used to connect processes in a flow and link it to daily changes in demand. DFT represents a scientific approach to flow manufacturing for discrete production. It is built on principles of demand pull where customer demand is the central signal to guide factory and office activity in the daily operation. DFT is intended to provide an alternative to schedule-push manufacturing which primarily uses a sales plan and forecast to determine a production schedule.
Operations management for services has the functional responsibility for producing the services of an organization and providing them directly to its customers. It specifically deals with decisions required by operations managers for simultaneous production and consumption of an intangible product. These decisions concern the process, people, information and the system that produces and delivers the service. It differs from operations management in general, since the processes of service organizations differ from those of manufacturing organizations.