Related Research Articles

A thermoplastic, or thermosoftening plastic, is any plastic polymer material that becomes pliable or moldable at a certain elevated temperature and solidifies upon cooling.

Injection moulding is a manufacturing process for producing parts by injecting molten material into a mould, or mold. Injection moulding can be performed with a host of materials mainly including metals, glasses, elastomers, confections, and most commonly thermoplastic and thermosetting polymers. Material for the part is fed into a heated barrel, mixed, and injected into a mould cavity, where it cools and hardens to the configuration of the cavity. After a product is designed, usually by an industrial designer or an engineer, moulds are made by a mould-maker from metal, usually either steel or aluminium, and precision-machined to form the features of the desired part. Injection moulding is widely used for manufacturing a variety of parts, from the smallest components to entire body panels of cars. Advances in 3D printing technology, using photopolymers that do not melt during the injection moulding of some lower-temperature thermoplastics, can be used for some simple injection moulds.

Compression molding is a method of molding in which the molding material, generally preheated, is first placed in an open, heated mold cavity. The mold is closed with a top force or plug member, pressure is applied to force the material into contact with all mold areas, while heat and pressure are maintained until the molding material has cured; this process is known as compression molding method and in case of rubber it is also known as 'Vulcanisation'. The process employs thermosetting resins in a partially cured stage, either in the form of granules, putty-like masses, or preforms.

High-density polyethylene (HDPE) or polyethylene high-density (PEHD) is a thermoplastic polymer produced from the monomer ethylene. It is sometimes called "alkathene" or "polythene" when used for HDPE pipes. With a high strength-to-density ratio, HDPE is used in the production of plastic bottles, corrosion-resistant piping, geomembranes and plastic lumber. HDPE is commonly recycled, and has the number "2" as its resin identification code.

Blow molding is a manufacturing process for forming hollow plastic parts. It is also used for forming glass bottles or other hollow shapes.

Rotational molding involves a heated mold which is filled with a charge or shot weight of the material. It is then slowly rotated, causing the softened material to disperse and stick to the walls of the mold forming a hollow part. In order to form an even thickness throughout the part, the mold rotates at all times during the heating phase, and then continues to rotate during the cooling phase to avoid sagging or deformation. The process was applied to plastics in the 1950s but in the early years was little used because it was a slow process restricted to a small number of plastics. Over time, improvements in process control and developments with plastic powders have resulted in increased use.
In-mould labelling is the use of paper or plastic labels during the manufacturing of containers by blow molding, injection molding, or thermoforming processes. The label serves as the integral part of the final product, which is then delivered as pre-decorated item. Combining the decoration process with the moulding process cuts the total cost, but can increase the manufacturing time. The technology was first developed by Owens-Illinois in cooperation with Procter & Gamble to supply pre-labelled bottles that could be filled on the product filling line. This was first applied to Head & Shoulders shampoo bottles.
Plastics extrusion is a high-volume manufacturing process in which raw plastic is melted and formed into a continuous profile. Extrusion produces items such as pipe/tubing, weatherstripping, fencing, deck railings, window frames, plastic films and sheeting, thermoplastic coatings, and wire insulation.
Fusible core injection molding, also known as lost core injection molding, is a specialized plastic injection molding process used to mold internal cavities or undercuts that are not possible to mold with demoldable cores. Strictly speaking the term "fusible core injection molding" refers to the use of a fusible alloy as the core material; when the core material is made from a soluble plastic the process is known as soluble core injection molding. This process is often used for automotive parts, such as intake manifolds and brake housings, however it is also used for aerospace parts, plumbing parts, bicycle wheels, and footwear.
Injection molding of liquid silicone rubber (LSR) is a process to produce pliable, durable parts in high volume.

An injection molding machine, also known as an injection press, is a machine for manufacturing plastic products by the injection molding process. It consists of two main parts, an injection unit and a clamping unit.
Aseptic processing is a processing technique wherein commercially thermally sterilized liquid products are packaged into previously sterilized containers under sterile conditions to produce shelf-stable products that do not need refrigeration. Aseptic processing has almost completely replaced in-container sterilization of liquid foods, including milk, fruit juices and concentrates, cream, yogurt, salad dressing, liquid egg, and ice cream mix. There has been an increasing popularity for foods that contain small discrete particles, such as cottage cheese, baby foods, tomato products, fruit and vegetables, soups, and rice desserts.
In manufacturing, the Weld line or Knit line or Meld line is the line where two flow fronts meet when there is the inability of two or more flow fronts to "knit" together, or "weld", during the molding process. These lines usually occur around holes or obstructions and cause locally weak areas in the molded part. Knit lines are considered molding defects, and occur when the mold or/and material temperatures are set too low: thus the materials will be cold when they meet, so that they do not bond perfectly. This can cause a weak area in the part which can cause breakage when the part is under stress. Weld lines therefore occur during machine start-up, when equilibrium conditions have not been met. Mouldings made in this setting-up period must be rejected.
Hobby injection molding machines, also known as benchtop injectors, hold molds on a smaller scale. Benchtop injectors have become more common as inexpensive CNC milling machines have reduced the cost of producing molds in a home workshop.
Splay is a term used in the manufacture of injection molded plastics to refer to off-colored streaking along the surface of a molded part. A cosmetic defect, it is often silvery in color and is sometimes called 'silver streak'. The most common cause of splay is moisture, which is caught in the resin inside the injection molding machine during the heating process. The moisture turns to steam when heated in the barrel of the machine, and becomes tiny gas bubbles that streak across the plastic as injection occurs. This causes the silvery pattern, or streaks, to appear on the surface of the plastic.
Low pressure molding (LPM) with polyamide and polyolefin (hot-melt) materials is a process typically used to encapsulate and environmentally protect electronic components. The purpose is to protect electronics against moisture, dust dirt and vibration. Low pressure molding is also used for sealing connectors and molding grommets and strain reliefs.
Cast urethanes are similar to injection molding. During the process of injection molding, a hard tool is created. The hard tool, made of an A side and a B side, forms a void within and that void is injected with plastics ranging in material property, durability, and consistency. Plastic cups, dishware, and toys are most commonly made using the process of injection molding because they are common consumer items that need to be produced on a mass scale, and injection molding is designed for mass production.
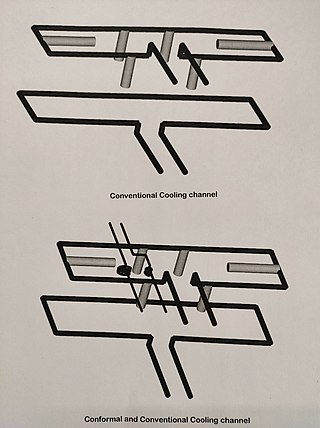
Conformal cooling channel is a cooling passageway which follows the shape or profile of the mould core or cavity to perform rapid uniform cooling process for injection moulding or blow moulding processes.

Injection molding has been one of the most popular ways for fabricating plastic parts for a very long time. They are used in automotive interior parts, electronic housings, housewares, medical equipment, compact discs, and even doghouses. Below are certain rule based standard guidelines which can be referred to while designing parts for injection molding considering manufacturability in mind.
Multi-material injection molding (MMM) is the process of molding two or more different materials into one plastic part at one time. As is the case in traditional injection molding, multi material injection molding uses materials that are at or near their melting point so that the semi-liquidous (viscous) material can fill voids and cavities within a pre-machined mold, thus taking on the desired shape of designed tooling. In general, advantages of MMM over other production techniques include, but are not limited to, creating parts that have an elastic modulus that varies with location on the part, creating a single-structure part with different regional materials, and also creating a single part with multiple independent polymer colors. Applications range from simple household items like a toothbrush to more heavy duty construction of items like power tools.