Welding is a fabrication process that joins materials, usually metals or thermoplastics, primarily by using high temperature to melt the parts together and allow them to cool, causing fusion. Common alternative methods include solvent welding using chemicals to melt materials being bonded without heat, and solid-state welding processes which bond without melting, such as pressure, cold welding, and diffusion bonding.

Shielded metal arc welding (SMAW), also known as manual metal arc welding, flux shielded arc welding or informally as stick welding, is a manual arc welding process that uses a consumable electrode covered with a flux to lay the weld.

Submerged arc welding (SAW) is a common arc welding process. The first SAW patent was taken out in 1935. The process requires a continuously fed consumable solid or tubular electrode. The molten weld and the arc zone are protected from atmospheric contamination by being "submerged" under a blanket of granular fusible flux consisting of lime, silica, manganese oxide, calcium fluoride, and other compounds. When molten, the flux becomes conductive, and provides a current path between the electrode and the work. This thick layer of flux completely covers the molten metal thus preventing spatter and sparks as well as suppressing the intense ultraviolet radiation and fumes that are a part of the shielded metal arc welding (SMAW) process.

Arc welding is a welding process that is used to join metal to metal by using electricity to create enough heat to melt metal, and the melted metals, when cool, result in a joining of the metals. It is a type of welding that uses a welding power supply to create an electric arc between a metal stick ("electrode") and the base material to melt the metals at the point of contact. Arc welding power supplies can deliver either direct (DC) or alternating (AC) current to the work, while consumable or non-consumable electrodes are used.

Gas tungsten arc welding is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area and electrode are protected from oxidation or other atmospheric contamination by an inert shielding gas. A filler metal is normally used, though some welds, known as 'autogenous welds', or 'fusion welds' do not require it. A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma.

Plasma arc welding (PAW) is an arc welding process similar to gas tungsten arc welding (GTAW). The electric arc is formed between an electrode and the workpiece. The key difference from GTAW is that in PAW, the electrode is positioned within the body of the torch, so the plasma arc is separated from the shielding gas envelope. The plasma is then forced through a fine-bore copper nozzle which constricts the arc and the plasma exits the orifice at high velocities and a temperature approaching 28,000 °C (50,000 °F) or higher.

A welding power supply is a device that provides or modulates an electric current to perform arc welding. There are multiple arc welding processes ranging from Shielded Metal Arc Welding (SMAW) to inert shielding gas like Gas metal arc welding (GMAW) or Gas tungsten arc welding (GTAW). Welding power supplies primarily serve as devices that allow a welder to exercise control over whether current is alternating current (AC) or direct current (DC), as well as the amount of current and voltage.
Shielding gases are inert or semi-inert gases that are commonly used in several welding processes, most notably gas metal arc welding and gas tungsten arc welding. Their purpose is to protect the weld area from oxygen, and water vapour. Depending on the materials being welded, these atmospheric gases can reduce the quality of the weld or make the welding more difficult. Other arc welding processes use alternative methods of protecting the weld from the atmosphere as well – shielded metal arc welding, for example, uses an electrode covered in a flux that produces carbon dioxide when consumed, a semi-inert gas that is an acceptable shielding gas for welding steel.
The weldability, also known as joinability, of a material refers to its ability to be welded. Many metals and thermoplastics can be welded, but some are easier to weld than others. A material's weldability is used to determine the welding process and to compare the final weld quality to other materials.
In metalworking, a filler metal is a metal added in the making of a joint through welding, brazing, or soldering.
Carbon arc welding (CAW) is an arc welding process which produces coalescence of metals by heating them with an arc between a non-consumable carbon (graphite) electrode and the work-piece. It was the first arc-welding process developed but is not used for many applications today, having been replaced by twin-carbon-arc welding and other variations. The purpose of arc welding is to form a bond between separate metal pieces. In carbon-arc welding a carbon electrode is used to produce an electric arc between the electrode and the materials being bonded. This arc produces temperatures in excess of 3,000 °C. At this temperature the separate metals form a bond and become welded together.
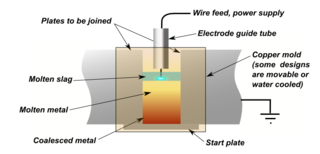
Electroslag welding(ESW) is a highly productive, single pass welding process for thick (greater than 25 mm up to about 300 mm) materials in a vertical or close to vertical position. (ESW) is similar to electrogas welding, but the main difference is the arc starts in a different location. An electric arc is initially struck by wire that is fed into the desired weld location and then flux is added. Additional flux is added until the molten slag, reaching the tip of the electrode, extinguishes the arc. The wire is then continuously fed through a consumable guide tube (can oscillate if desired) into the surfaces of the metal workpieces and the filler metal are then melted using the electrical resistance of the molten slag to cause coalescence. The wire and tube then move up along the workpiece while a copper retaining shoe that was put into place before starting (can be water-cooled if desired) is used to keep the weld between the plates that are being welded. Electroslag welding is used mainly to join low carbon steel plates and/or sections that are very thick. It can also be used on structural steel if certain precautions are observed, and for large cross-section aluminium busbars. This process uses a direct current (DC) voltage usually ranging from about 600 A and 40-50 V, higher currents are needed for thicker materials. Because the arc is extinguished, this is not an arc process.
Electrogas welding (EGW) is a continuous vertical-position arc welding process developed in 1961 in which an arc is struck between a consumable electrode and the workpiece. A shielding gas is sometimes used, but pressure is not applied. A major difference between EGW and its cousin, electroslag welding, is that the arc in EGW is not extinguished but instead remains struck throughout the welding process. It is used to make square-groove welds for butt and t-joints, especially in the shipbuilding industry and in the construction of storage tanks.

Hyperbaric welding is the process of extreme welding at elevated pressures, normally underwater. Hyperbaric welding can either take place wet in the water itself or dry inside a specially constructed positive pressure enclosure and hence a dry environment. It is predominantly referred to as "hyperbaric welding" when used in a dry environment, and "underwater welding" when in a wet environment. The applications of hyperbaric welding are diverse—it is often used to repair ships, offshore oil platforms, and pipelines. Steel is the most common material welded.
Hardfacing is a metalworking process where harder or tougher material is applied to a base metal. It is welded to the base material, and generally takes the form of specialized electrodes for arc welding or filler rod for oxyacetylene and gas tungsten arc welding. Powder metal alloys are used in plasma-transferred arc (PTA), also called powder plasma welding, and thermal spray processes like high-velocity oxygen fuel coating, plasma spray, spray and fuse, etc. Submerged arc welding, flux core arc welding (FCAW) and metal inert gas (MIG) / metal active gas (MAG) use continuously fed wire varying in diameter depending on the process and current. The strip cladding process uses strips from 50 mm wide to 125 mm with a thickness of 0.5mm. Open arc welding uses a continuously fed tubular electrode which may or may not contain flux.
Orbital welding is a specialized area of welding whereby the arc is rotated mechanically through 360° around a static workpiece, an object such as a pipe, in a continuous process. This method and technology was developed to address the issue of operator error in manual gas tungsten arc welding (GTAW) applications requiring precision tube and pipe welding. To ensure high-quality repeatable welds a more stringent weld criteria was set by the ASME.
In metalworking, a welding defect is any flaw that compromises the usefulness of a weldment. There are many different types of welding defects, which are classified according to ISO 6520, while acceptable limits for welds are specified in ISO 5817 and ISO 10042.

Firecracker welding is a rarely used form of shielded metal arc welding (SMAW).

Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert gas (MIG) and metal active gas (MAG) is a welding process in which an electric arc forms between a consumable MIG wire electrode and the workpiece metal(s), which heats the workpiece metal(s), causing them to fuse. Along with the wire electrode, a shielding gas feeds through the welding gun, which shields the process from atmospheric contamination.

Welding slag is a form of slag, or vitreous material produced as a byproduct of some arc welding processes, most specifically shielded metal arc welding, submerged arc welding, and flux-cored arc welding. Slag is formed when flux, the solid shielding material used in the welding process, melts in or on top of the weld zone. Slag is the solidified remaining flux after the weld area cools.
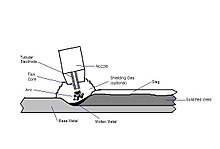
![Flux-cored arc welding:
.mw-parser-output figure[typeof="mw:File/Thumb"] .image-key>ol{margin-left:1.3em;margin-top:0}.mw-parser-output figure[typeof="mw:File/Thumb"] .image-key>ul{margin-top:0}.mw-parser-output figure[typeof="mw:File/Thumb"] .image-key li{page-break-inside:avoid;break-inside:avoid-column}@media(min-width:300px){.mw-parser-output figure[typeof="mw:File/Thumb"] .image-key,.mw-parser-output figure[typeof="mw:File/Thumb"] .image-key-wide{column-count:2}.mw-parser-output figure[typeof="mw:File/Thumb"] .image-key-narrow{column-count:1}}@media(min-width:450px){.mw-parser-output figure[typeof="mw:File/Thumb"] .image-key-wide{column-count:3}}
Flux core
Tubular electrode
Shield Gas
Fusion
Base metal
Weld metal
Solidified Slag FCAW diagram.svg](http://upload.wikimedia.org/wikipedia/commons/thumb/2/22/FCAW_diagram.svg/220px-FCAW_diagram.svg.png)