
Welding is a fabrication process that joins materials, usually metals or thermoplastics, primarily by using high temperature to melt the parts together and allow them to cool, causing fusion. Common alternative methods include solvent welding using chemicals to melt materials being bonded without heat, and solid-state welding processes which bond without melting, such as pressure, cold welding, and diffusion bonding.

Spot welding is a type of electric resistance welding used to weld various sheet metal products, through a process in which contacting metal surface points are joined by the heat obtained from resistance to electric current.

Shielded metal arc welding (SMAW), also known as manual metal arc welding, flux shielded arc welding or informally as stick welding, is a manual arc welding process that uses a consumable electrode covered with a flux to lay the weld.

Metalworking is the process of shaping and reshaping metals in order to create useful objects, parts, assemblies, and large scale structures. As a term, it covers a wide and diverse range of processes, skills, and tools for producing objects on every scale: from huge ships, buildings, and bridges, down to precise engine parts and delicate jewelry.
Induction welding is a form of welding that uses electromagnetic induction to heat the workpiece. The welding apparatus contains an induction coil that is energised with a radio-frequency electric current. This generates a high-frequency electromagnetic field that acts on either an electrically conductive or a ferromagnetic workpiece. In an electrically conductive workpiece, the main heating effect is resistive heating, which is due to induced currents called eddy currents. In a ferromagnetic workpiece, the heating is caused mainly by hysteresis, as the electromagnetic field repeatedly distorts the magnetic domains of the ferromagnetic material. In practice, most materials undergo a combination of these two effects.

Induction heating is the process of heating electrically conductive materials, namely metals or semi-conductors, by electromagnetic induction, through heat transfer passing through an inductor that creates an electromagnetic field within the coil to heat up and possibly melt steel, copper, brass, graphite, gold, silver, aluminum, or carbide.

Magnetic particle inspection (MPI) is a nondestructive testing process where a magnetic field is used for detecting surface, and shallow subsurface, discontinuities in ferromagnetic materials. Examples of ferromagnetic materials include iron, nickel, cobalt, and some of their alloys. The process puts a magnetic field into the part. The piece can be magnetized by direct or indirect magnetization. Direct magnetization occurs when the electric current is passed through the test object and a magnetic field is formed in the material. Indirect magnetization occurs when no electric current is passed through the test object, but a magnetic field is applied from an outside source. The magnetic lines of force are perpendicular to the direction of the electric current, which may be either alternating current (AC) or some form of direct current (DC).

Electron-beam welding (EBW) is a fusion welding process in which a beam of high-velocity electrons is applied to two materials to be joined. The workpieces melt and flow together as the kinetic energy of the electrons is transformed into heat upon impact. EBW is often performed under vacuum conditions to prevent dissipation of the electron beam.

Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma. Typical materials cut with a plasma torch include steel, stainless steel, aluminum, brass and copper, although other conductive metals may be cut as well. Plasma cutting is often used in fabrication shops, automotive repair and restoration, industrial construction, and salvage and scrapping operations. Due to the high speed and precision cuts combined with low cost, plasma cutting sees widespread use from large-scale industrial computer numerical control (CNC) applications down to small hobbyist shops.

An electric arc is an electrical breakdown of a gas that produces a prolonged electrical discharge. The current through a normally nonconductive medium such as air produces a plasma, which may produce visible light. An arc discharge is initiated either by thermionic emission or by field emission. After initiation, the arc relies on thermionic emission of electrons from the electrodes supporting the arc. An arc discharge is characterized by a lower voltage than a glow discharge. An archaic term is voltaic arc, as used in the phrase "voltaic arc lamp".

Electromagnetic forming is a type of high-velocity, cold forming process for electrically conductive metals, most commonly copper and aluminium. The workpiece is reshaped by high-intensity pulsed magnetic fields that induce a current in the workpiece and a corresponding repulsive magnetic field, rapidly repelling portions of the workpiece. The workpiece can be reshaped without any contact from a tool, although in some instances the piece may be pressed against a die or former. The technique is sometimes called high-velocity forming or electromagnetic pulse technology.

Gas tungsten arc welding is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area and electrode are protected from oxidation or other atmospheric contamination by an inert shielding gas. A filler metal is normally used, though some welds, known as 'autogenous welds', or 'fusion welds' do not require it. A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma.
Electric resistance welding (ERW) is a welding process in which metal parts in contact are permanently joined by heating them with an electric current, melting the metal at the joint. Electric resistance welding is widely used, for example, in manufacture of steel pipe and in assembly of bodies for automobiles. The electric current can be supplied to electrodes that also apply clamping pressure, or may be induced by an external magnetic field. The electric resistance welding process can be further classified by the geometry of the weld and the method of applying pressure to the joint: spot welding, seam welding, flash welding, projection welding, for example. Some factors influencing heat or welding temperatures are the proportions of the workpieces, the metal coating or the lack of coating, the electrode materials, electrode geometry, electrode pressing force, electric current and length of welding time. Small pools of molten metal are formed at the point of most electrical resistance as an electric current is passed through the metal. In general, resistance welding methods are efficient and cause little pollution, but their applications are limited to relatively thin materials.

A welding power supply is a device that provides or modulates an electric current to perform arc welding. There are multiple arc welding processes ranging from Shielded Metal Arc Welding (SMAW) to inert shielding gas like Gas metal arc welding (GMAW) or Gas tungsten arc welding (GTAW). Welding power supplies primarily serve as devices that allow a welder to exercise control over whether current is alternating current (AC) or direct current (DC), as well as the amount of current and voltage.
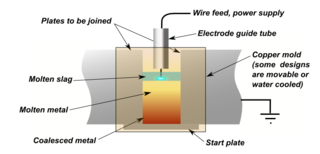
Electroslag welding(ESW) is a highly productive, single pass welding process for thick (greater than 25 mm up to about 300 mm) materials in a vertical or close to vertical position. (ESW) is similar to electrogas welding, but the main difference is the arc starts in a different location. An electric arc is initially struck by wire that is fed into the desired weld location and then flux is added. Additional flux is added until the molten slag, reaching the tip of the electrode, extinguishes the arc. The wire is then continuously fed through a consumable guide tube (can oscillate if desired) into the surfaces of the metal workpieces and the filler metal are then melted using the electrical resistance of the molten slag to cause coalescence. The wire and tube then move up along the workpiece while a copper retaining shoe that was put into place before starting (can be water-cooled if desired) is used to keep the weld between the plates that are being welded. Electroslag welding is used mainly to join low carbon steel plates and/or sections that are very thick. It can also be used on structural steel if certain precautions are observed, and for large cross-section aluminium busbars. This process uses a direct current (DC) voltage usually ranging from about 600 A and 40-50 V, higher currents are needed for thicker materials. Because the arc is extinguished, this is not an arc process.

Oxy-fuel welding torch and oxy-fuel cutting are processes that use fuel gases and oxygen to weld or cut metals. French engineers Edmond Fouché and Charles Picard became the first to develop oxygen-acetylene welding in 1903. Pure oxygen, instead of air, is used to increase the flame temperature to allow localized melting of the workpiece material in a room environment.
In metalworking, a welding defect is any flaw that compromises the usefulness of a weldment. There are many different types of welding defects, which are classified according to ISO 6520, while acceptable limits for welds are specified in ISO 5817 and ISO 10042.

Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert gas (MIG) and metal active gas (MAG) is a welding process in which an electric arc forms between a consumable MIG wire electrode and the workpiece metal(s), which heats the workpiece metal(s), causing them to fuse. Along with the wire electrode, a shielding gas feeds through the welding gun, which shields the process from atmospheric contamination.
Sensors for arc welding are devices which – as a part of a fully mechanised welding equipment – are capable to acquire information about position and, if possible, about the geometry of the intended weld at the workpiece and to provide respective data in a suitable form for the control of the weld torch position and, if possible, for the arc welding process parameters.

Underwater cutting and welding are metalworking techniques used by underwater divers in underwater construction, marine salvage and clearance diving applications. Most underwater welding is direct current wet stick welding, and most underwater metal cutting is immersed oxygen-arc and shielded metal-arc cutting, though other technologies are available and sometimes used. These processes are mostly applied to steel structures as that is the most common arc-weldable material used in the underwater environment.
