Selective laser sintering (SLS) is an additive manufacturing (AM) technique that uses a laser as the power and heat source to sinter powdered material, aiming the laser automatically at points in space defined by a 3D model, binding the material together to create a solid structure. It is similar to selective laser melting; the two are instantiations of the same concept but differ in technical details. SLS is a relatively new technology that so far has mainly been used for rapid prototyping and for low-volume production of component parts. Production roles are expanding as the commercialization of AM technology improves.

Stereolithography is a form of 3D printing technology used for creating models, prototypes, patterns, and production parts in a layer by layer fashion using photochemical processes by which light causes chemical monomers and oligomers to cross-link together to form polymers. Those polymers then make up the body of a three-dimensional solid. Research in the area had been conducted during the 1970s, but the term was coined by Chuck Hull in 1984 when he applied for a patent on the process, which was granted in 1986. Stereolithography can be used to create prototypes for products in development, medical models, and computer hardware, as well as in many other applications. While stereolithography is fast and can produce almost any design, it can be expensive.

3D printing or additive manufacturing is the construction of a three-dimensional object from a CAD model or a digital 3D model. It can be done in a variety of processes in which material is deposited, joined or solidified under computer control, with the material being added together, typically layer by layer.
Rapid prototyping is a group of techniques used to quickly fabricate a scale model of a physical part or assembly using three-dimensional computer aided design (CAD) data. Construction of the part or assembly is usually done using 3D printing or "additive layer manufacturing" technology.
Polymer engineering is generally an engineering field that designs, analyses, and modifies polymer materials. Polymer engineering covers aspects of the petrochemical industry, polymerization, structure and characterization of polymers, properties of polymers, compounding and processing of polymers and description of major polymers, structure property relations and applications.
Chuck Hull is an American inventor who is the co-founder, executive vice president and chief technology officer of 3D Systems. He is one of the inventors of the SLA 3D printer, the first commercial rapid prototyping technology, and the widely used STL file format. He is named on more than 60 U.S. patents as well as other patents around the world in the fields of ion optics and rapid prototyping. He was inducted into the National Inventors Hall of Fame in 2014 and in 2017 was one of the first inductees into the TCT Hall of Fame.
Digital modeling and fabrication is a design and production process that combines 3D modeling or computing-aided design (CAD) with additive and subtractive manufacturing. Additive manufacturing is also known as 3D printing, while subtractive manufacturing may also be referred to as machining, and many other technologies can be exploited to physically produce the designed objects.

Binder jet 3D printing, known variously as "Powder bed and inkjet" and "drop-on-powder" printing, is a rapid prototyping and additive manufacturing technology for making objects described by digital data such as a CAD file. Binder jetting is one of the seven categories of additive manufacturing processes according to ASTM and ISO.
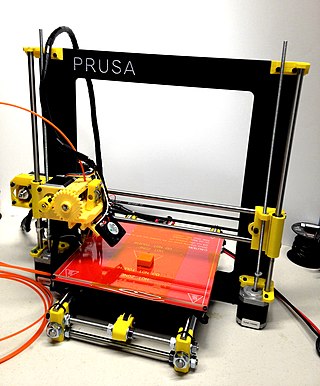
Fused filament fabrication (FFF), also known as fused deposition modeling, or filament freeform fabrication, is a 3D printing process that uses a continuous filament of a thermoplastic material. Filament is fed from a large spool through a moving, heated printer extruder head, and is deposited on the growing work. The print head is moved under computer control to define the printed shape. Usually the head moves in two dimensions to deposit one horizontal plane, or layer, at a time; the work or the print head is then moved vertically by a small amount to begin a new layer. The speed of the extruder head may also be controlled to stop and start deposition and form an interrupted plane without stringing or dribbling between sections. "Fused filament fabrication" was coined by the members of the RepRap project to give an acronym (FFF) that would be legally unconstrained in its use.
Continuous Liquid Interface Production is a proprietary method of 3D printing that uses photo polymerization to create smooth-sided solid objects of a wide variety of shapes using resins. It was invented by Joseph DeSimone, Alexander and Nikita Ermoshkin and Edward T. Samulski and was originally owned by EiPi Systems, but is now being developed by Carbon.
Projection micro-stereolithography (PμSL) adapts 3D printing technology for micro-fabrication. Digital micro display technology provides dynamic stereolithography masks that work as a virtual photomask. This technique allows for rapid photopolymerization of an entire layer with a flash of UV illumination at micro-scale resolution. The mask can control individual pixel light intensity, allowing control of material properties of the fabricated structure with desired spatial distribution.
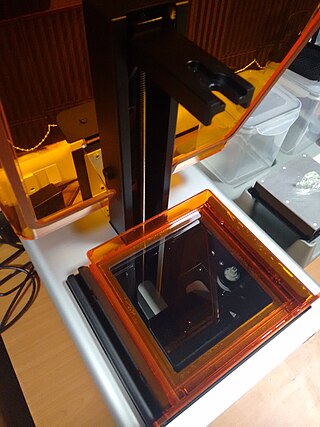
In design for additive manufacturing (DFAM), there are both broad themes and optimizations specific to a particular AM process. Described here is DFM analysis for stereolithography, in which design for manufacturability (DFM) considerations are applied in designing a part to be manufactured by the stereolithography (SLA) process. In SLA, parts are built from a photocurable liquid resin that cures when exposed to a laser beam that scans across the surface of the resin (photopolymerization). Resins containing acrylate, epoxy, and urethane are typically used. Complex parts and assemblies can be directly made in one go, to a greater extent than in earlier forms of manufacturing such as casting, forming, metal fabrication, and machining. Realization of such a seamless process requires the designer to take in considerations of manufacturability of the part by the process. In any product design process, DFM considerations are important to reduce iterations, time and material wastage.
4-dimensional printing uses the same techniques of 3D printing through computer-programmed deposition of material in successive layers to create a three-dimensional object. However, in 4D printing, the resulting 3D shape is able to morph into different forms in response to environmental stimulus, with the 4th dimension being the time-dependent shape change after the printing. It is therefore a type of programmable matter, wherein after the fabrication process, the printed product reacts with parameters within the environment and changes its form accordingly.

A variety of processes, equipment, and materials are used in the production of a three-dimensional object via additive manufacturing. 3D printing is also known as additive manufacturing, because the numerous available 3D printing process tend to be additive in nature, with a few key differences in the technologies and the materials used in this process.
Microscale structural metamaterials are synthetic structures that are aimed to yield specific desired mechanical advantages. These designs are often inspired by natural cellular materials such as plant and bone tissue which have superior mechanical efficiency due to their low weight to stiffness ratios.
The term preceramic polymer refers to one of various polymeric compounds, which through pyrolysis under appropriate conditions are converted to ceramic compounds, having high thermal and chemical stability. Ceramics resulting from the pyrolysis of preceramic polymers are known as polymer derived ceramics, or PDCs. Polymer derived ceramics are most often silicon based and include silicon carbide, silicon oxycarbide, silicon nitride and silicon oxynitride. Such PDCs are most commonly amorphous, lacking long-range crystalline order.
Polymer derived ceramics (PDCs) are ceramic materials formed by the pyrolysis of preceramic polymers, usually under inert atmosphere.
3D printing speed measures the amount of manufactured material over a given time period, where the unit of time is measured in Seconds, and the unit of manufactured material is typically measured in units of either kg, mm or cm3, depending on the type of additive manufacturing technique.
Multi-material 3D printing is the additive manufacturing procedure of using multiple materials at the same time to fabricate an object. Similar to single material additive manufacturing it can be realised through methods such as FFF, SLA and Inkjet 3D printing. By expanding the design space to different materials, it establishes the possibilities of creating 3D printed objects of different color or with different material properties like elasticity or solubility. The first multi-material 3D printer Fab@Home became publicly available in 2006. The concept was quickly adopted by the industry followed by many consumer ready multi-material 3D printers.
A 3D printed medication is a customized medication created using 3D printing techniques, such as 3D printed tablets. It allows for precise control over the composition and dosage of drugs, enabling the production of personalized medicine tailored to an individual's specific needs, such as age, weight, and medical condition. This approach can be used to improve the effectiveness of drug therapies and to reduce side effects.
![Figure 1. 30 cm x 30 cm x 1.2 m object created via HARP. Taken from Ref. [1]. High-area rapid printing (HARP), Figure 1.jpg](http://upload.wikimedia.org/wikipedia/commons/c/c7/High-area_rapid_printing_%28HARP%29%2C_Figure_1.jpg)
![Figure 2. Schematic for 3D printing using HARP. Taken from Ref. [1]. High-area rapid printing (HARP), Figure 2.jpg](http://upload.wikimedia.org/wikipedia/commons/thumb/d/d7/High-area_rapid_printing_%28HARP%29%2C_Figure_2.jpg/220px-High-area_rapid_printing_%28HARP%29%2C_Figure_2.jpg)
![Figure 3. A comparison of temperatures arising from SLA printing with HARP with (A) no oil flow; (B) oil flow but no cooling; or (C) oil flow and cooling of the oil using a heat exchanger. Elapsed time between panels is ~500 s; Scale bars = 25 mm. Taken from Ref. [1]. High-area rapid printing (HARP), Figure 3.jpg](http://upload.wikimedia.org/wikipedia/commons/thumb/d/dc/High-area_rapid_printing_%28HARP%29%2C_Figure_3.jpg/220px-High-area_rapid_printing_%28HARP%29%2C_Figure_3.jpg)