A laser is constructed from three principal parts:

Welding is a fabrication process that joins materials, usually metals or thermoplastics, by using high heat to melt the parts together and allowing them to cool, causing fusion. Welding is distinct from lower temperature techniques such as brazing and soldering, which do not melt the base metal.

Metalworking is the process of shaping and reshaping metals to create useful objects, parts, assemblies, and large scale structures. As a term it covers a wide and diverse range of processes, skills, and tools for producing objects on every scale: from huge ships, buildings, and bridges down to precise engine parts and delicate jewelry.
Nd:YAG (neodymium-doped yttrium aluminum garnet; Nd:Y3Al5O12) is a crystal that is used as a lasing medium for solid-state lasers. The dopant, triply ionized neodymium, Nd(III), typically replaces a small fraction (1%) of the yttrium ions in the host crystal structure of the yttrium aluminum garnet (YAG), since the two ions are of similar size. It is the neodymium ion which provides the lasing activity in the crystal, in the same fashion as red chromium ion in ruby lasers.

Laser cutting is a technology that uses a laser to vaporize materials, resulting in a cut edge. While typically used for industrial manufacturing applications, it is now used by schools, small businesses, architecture, and hobbyists. Laser cutting works by directing the output of a high-power laser most commonly through optics. The laser optics and CNC are used to direct the laser beam to the material. A commercial laser for cutting materials uses a motion control system to follow a CNC or G-code of the pattern to be cut onto the material. The focused laser beam is directed at the material, which then either melts, burns, vaporizes away, or is blown away by a jet of gas, leaving an edge with a high-quality surface finish.

Laser engraving is the practice of using lasers to engrave an object. Laser marking, on the other hand, is a broader category of methods to leave marks on an object, which in some cases, also includes color change due to chemical/molecular alteration, charring, foaming, melting, ablation, and more. The technique does not involve the use of inks, nor does it involve tool bits which contact the engraving surface and wear out, giving it an advantage over alternative engraving or marking technologies where inks or bit heads have to be replaced regularly.
A diode-pumped solid-state laser (DPSSL) is a solid-state laser made by pumping a solid gain medium, for example, a ruby or a neodymium-doped YAG crystal, with a laser diode.

Many ceramic materials, both glassy and crystalline, have found use as optically transparent materials in various forms from bulk solid-state components to high surface area forms such as thin films, coatings, and fibers. Such devices have found widespread use for various applications in the electro-optical field including: optical fibers for guided lightwave transmission, optical switches, laser amplifiers and lenses, hosts for solid-state lasers and optical window materials for gas lasers, and infrared (IR) heat seeking devices for missile guidance systems and IR night vision.

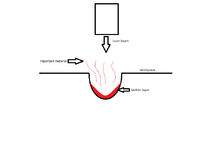
Laser beam welding (LBW) is a welding technique used to join pieces of metal or thermoplastics through the use of a laser. The beam provides a concentrated heat source, allowing for narrow, deep welds and high welding rates. The process is frequently used in high volume and precision requiring applications using automation, as in the automotive and aeronautics industries. It is based on keyhole or penetration mode welding.

Yttrium aluminium garnet (YAG, Y3Al5O12) is a synthetic crystalline material of the garnet group. It is a cubic yttrium aluminium oxide phase, with other examples being YAlO3 (YAP) in a hexagonal or an orthorhombic, perovskite-like form, and the monoclinic Y4Al2O9 (YAM).
Neodymium-doped yttrium orthovanadate (Nd:YVO4) is a crystalline material formed by adding neodymium ions to yttrium orthovanadate. It is commonly used as an active laser medium for diode-pumped solid-state lasers. It comes as a transparent blue-tinted material. It is birefringent, therefore rods made of it are usually rectangular.
Laser-hybrid welding is a type of welding process that combines the principles of laser beam welding and arc welding.

A solid-state laser is a laser that uses a gain medium that is a solid, rather than a liquid as in dye lasers or a gas as in gas lasers. Semiconductor-based lasers are also in the solid state, but are generally considered as a separate class from solid-state lasers, called laser diodes.
This is a list of acronyms and other initialisms used in laser physics and laser applications.
Neodymium-doped yttrium lithium fluoride (Nd:YLF) is a lasing medium for arc lamp-pumped and diode-pumped solid-state lasers. The YLF crystal (LiYF4) is naturally birefringent, and commonly used laser transitions occur at 1047 nm and 1053 nm.
A dopant is a small amount of a substance added to a material to alter its physical properties, such as electrical or optical properties. The amount of dopant is typically very low compared to the material being doped.
Laser drilling is the process of creating thru-holes, referred to as “popped” holes or “percussion drilled” holes, by repeatedly pulsing focused laser energy on a material. The diameter of these holes can be as small as 0.002”. If larger holes are required, the laser is moved around the circumference of the “popped” hole until the desired diameter is created.

Fusion welding is a generic term for welding processes that rely on melting to join materials of similar compositions and melting points. Due to the high-temperature phase transitions inherent to these processes, a heat-affected zone is created in the material.

Lightwave Electronics Corporation was a developer and manufacturer of diode-pumped solid-state lasers, and was a significant contributor to the creation and maturation of this technology. Lightwave Electronics was a technology-focused company, with diverse markets, including science and micromachining. Inventors employed by Lightwave Electronics received 51 US patents, and Lightwave Electronics products were referenced by non-affiliated inventors in 91 US patents.