Piezoelectricity is the electric charge that accumulates in certain solid materials—such as crystals, certain ceramics, and biological matter such as bone, DNA, and various proteins—in response to applied mechanical stress. The word piezoelectricity means electricity resulting from pressure and latent heat. It is derived from Ancient Greek πιέζω (piézō) 'to squeeze or press', and ἤλεκτρον (ḗlektron) 'amber'. The German form of the word (Piezoelektricität) was coined in 1881 by the German physicist Wilhelm Gottlieb Hankel; the English word was coined in 1883.

Ultrasound is sound with frequencies greater than 20 kilohertz. This frequency is the approximate upper audible limit of human hearing in healthy young adults. The physical principles of acoustic waves apply to any frequency range, including ultrasound. Ultrasonic devices operate with frequencies from 20 kHz up to several gigahertz.

Ball bonding is a type of wire bonding, and is the most common way to make the electrical interconnections between a bare silicon die and the lead frame of the package it is placed in during semiconductor device fabrication.

Ultrasonic welding is an industrial process whereby high-frequency ultrasonic acoustic vibrations are locally applied to work pieces being held together under pressure to create a solid-state weld. It is commonly used for plastics and metals, and especially for joining dissimilar materials. In ultrasonic welding, there are no connective bolts, nails, soldering materials, or adhesives necessary to bind the materials together. When used to join metals, the temperature stays well below the melting point of the involved materials, preventing any unwanted properties which may arise from high temperature exposure of the metal.

A piezoelectric motor or piezo motor is a type of electric motor based on the change in shape of a piezoelectric material when an electric field is applied, as a consequence of the converse piezoelectric effect. An electrical circuit makes acoustic or ultrasonic vibrations in the piezoelectric material, most often lead zirconate titanate and occasionally lithium niobate or other single-crystal materials, which can produce linear or rotary motion depending on their mechanism. Examples of types of piezoelectric motors include inchworm motors, stepper and slip-stick motors as well as ultrasonic motors which can be further categorized into standing wave and travelling wave motors. Piezoelectric motors typically use a cyclic stepping motion, which allows the oscillation of the crystals to produce an arbitrarily large motion, as opposed to most other piezoelectric actuators where the range of motion is limited by the static strain that may be induced in the piezoelectric element.

An ultrasonic motor is a type of piezoelectric motor powered by the ultrasonic vibration of a component, the stator, placed against another component, the rotor or slider depending on the scheme of operation. Ultrasonic motors differ from other piezoelectric motors in several ways, though both typically use some form of piezoelectric material, most often lead zirconate titanate and occasionally lithium niobate or other single-crystal materials. The most obvious difference is the use of resonance to amplify the vibration of the stator in contact with the rotor in ultrasonic motors. Ultrasonic motors also offer arbitrarily large rotation or sliding distances, while piezoelectric actuators are limited by the static strain that may be induced in the piezoelectric element.

Ultrasonic cleaning is a process that uses ultrasound to agitate a fluid, with a cleaning effect. Ultrasonic cleaners come in a variety of sizes, from small desktop units with an internal volume of less than 0.5 litres (0.13 US gal), to large industrial units with volumes approaching 1,000 litres.
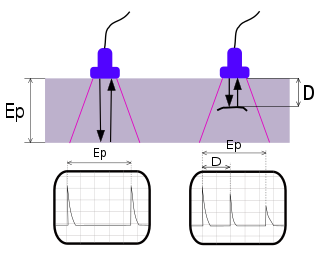
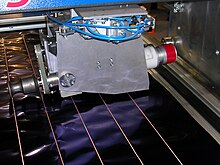
Ultrasonic testing (UT) is a family of non-destructive testing techniques based on the propagation of ultrasonic waves in the object or material tested. In most common UT applications, very short ultrasonic pulse waves with centre frequencies ranging from 0.1-15 MHz and occasionally up to 50 MHz, are transmitted into materials to detect internal flaws or to characterize materials. A common example is ultrasonic thickness measurement, which tests the thickness of the test object, for example, to monitor pipework corrosion and erosion. Ultrasonic testing is extensively used to detect flaws in welds.
A thin-film bulk acoustic resonator is a device consisting of a piezoelectric material manufactured by thin film methods between two conductive – typically metallic – electrodes and acoustically isolated from the surrounding medium. The operation is based on the piezoelectricity of the piezolayer between the electrodes.

Ultrasonic transducers and ultrasonic sensors are devices that generate or sense ultrasound energy. They can be divided into three broad categories: transmitters, receivers and transceivers. Transmitters convert electrical signals into ultrasound, receivers convert ultrasound into electrical signals, and transceivers can both transmit and receive ultrasound.

Electromagnetic acoustic transducer (EMAT) is a transducer for non-contact acoustic wave generation and reception in conducting materials. Its effect is based on electromagnetic mechanisms, which do not need direct coupling with the surface of the material. Due to this couplant-free feature, EMATs are particularly useful in harsh, i.e., hot, cold, clean, or dry environments. EMATs are suitable to generate all kinds of waves in metallic and/or magnetostrictive materials. Depending on the design and orientation of coils and magnets, shear horizontal (SH) bulk wave mode, surface wave, plate waves such as SH and Lamb waves, and all sorts of other bulk and guided-wave modes can be excited. After decades of research and development, EMAT has found its applications in many industries such as primary metal manufacturing and processing, automotive, railroad, pipeline, boiler and pressure vessel industries, in which they are typically used for nondestructive testing (NDT) of metallic structures.

An ultrasonic horn is a tapering metal bar commonly used for augmenting the oscillation displacement amplitude provided by an ultrasonic transducer operating at the low end of the ultrasonic frequency spectrum. The device is necessary because the amplitudes provided by the transducers themselves are insufficient for most practical applications of power ultrasound. Another function of the ultrasonic horn is to efficiently transfer the acoustic energy from the ultrasonic transducer into the treated media, which may be solid or liquid. Ultrasonic processing of liquids relies of intense shear forces and extreme local conditions generated by acoustic cavitation.
Ultrasonic soldering is a flux-less soldering process that uses ultrasonic energy, without the need for chemicals to solder materials, such as glass, ceramics, and composites, hard to solder metals and other sensitive components which cannot be soldered using conventional means.

Ultrasonic machining is a subtractive manufacturing process that removes material from the surface of a part through high frequency, low amplitude vibrations of a tool against the material surface in the presence of fine abrasive particles. The tool travels vertically or orthogonal to the surface of the part at amplitudes of 0.05 to 0.125 mm. The fine abrasive grains are mixed with water to form a slurry that is distributed across the part and the tip of the tool. Typical grain sizes of the abrasive material range from 100 to 1000, where smaller grains produce smoother surface finishes.
Acoustic resonance spectroscopy (ARS) is a method of spectroscopy in the acoustic region, primarily the sonic and ultrasonic regions. ARS is typically much more rapid than HPLC and NIR. It is non destructive and requires no sample preparation as the sampling waveguide can simply be pushed into a sample powder/liquid or in contact with a solid sample. To date, the AR spectrometer has successfully differentiated and quantified sample analytes in various forms;. It has been used to measure and monitor the progression of chemical reactions, such as the setting and hardening of concrete from cement paste to solid. Acoustic spectrometry has also been used to measure the volume fraction of colloids in a dispersion medium, as well as for the investigation of physical properties of colloidal dispersions, such as aggregation and particle size distribution. Typically, these experiments are carried out with sinusoidal excitation signals and the experimental observation of signal attenuation. From a comparison of theoretical attenuation to experimental observation, the particle size distribution and aggregation phenomena are inferred.

A mechanical filter is a signal processing filter usually used in place of an electronic filter at radio frequencies. Its purpose is the same as that of a normal electronic filter: to pass a range of signal frequencies, but to block others. The filter acts on mechanical vibrations which are the analogue of the electrical signal. At the input and output of the filter, transducers convert the electrical signal into, and then back from, these mechanical vibrations.

Guided wave testing (GWT) is a non-destructive evaluation method. The method employs acoustic waves that propagate along an elongated structure while guided by its boundaries. This allows the waves to travel a long distance with little loss in energy. Nowadays, GWT is widely used to inspect and screen many engineering structures, particularly for the inspection of metallic pipelines around the world. In some cases, hundreds of meters can be inspected from a single location. There are also some applications for inspecting rail tracks, rods and metal plate structures.
Ultrasonic impact treatment (UIT) is a metallurgical processing technique, similar to work hardening, in which ultrasonic energy is applied to a metal object. This technique is part of the High Frequency Mechanical Impact (HFMI) processes. Other acronyms are also equivalent: Ultrasonic Needle Peening (UNP), Ultrasonic Peening (UP). Ultrasonic impact treatment can result in controlled residual compressive stress, grain refinement and grain size reduction. Low and high cycle fatigue are enhanced and have been documented to provide increases up to ten times greater than non-UIT specimens.
Resonant ultrasound spectroscopy (RUS) is a laboratory technique used in geology and material science to measure fundamental material properties involving elasticity. This technique relies on the fact that solid objects have natural frequencies at which they vibrate when mechanically excited. The natural frequency depends on the elasticity, size, and shape of the object—RUS exploits this property of solids to determine the elastic tensor of the material. The great advantage of this technique is that the entire elastic tensor is obtained from a single crystal sample in a single rapid measurement. At lower or more general frequencies, this method is known as acoustic resonance spectroscopy.
Ultrasonic antifouling is a technology that uses high frequency sound (ultrasound) to prevent or reduce biofouling on underwater structures, surfaces, and medium. Ultrasound is just high frequency sound. Ultrasound has the same physical properties as human-audible sound. The method has two primary forms: sub-cavitation intensity and cavitation intensity. Sub-cavitation methods create high frequency vibrations, whilst cavitation methods cause more destructive microscopic pressure changes. Both methods inhibit or prevent biofouling by algae and other single-celled organisms.