
Injection moulding is a manufacturing process for producing parts by injecting molten material into a mould, or mold. Injection moulding can be performed with a host of materials mainly including metals, glasses, elastomers, confections, and most commonly thermoplastic and thermosetting polymers. Material for the part is fed into a heated barrel, mixed, and injected into a mould cavity, where it cools and hardens to the configuration of the cavity. After a product is designed, usually by an industrial designer or an engineer, moulds are made by a mould-maker from metal, usually either steel or aluminium, and precision-machined to form the features of the desired part. Injection moulding is widely used for manufacturing a variety of parts, from the smallest components to entire body panels of cars. Advances in 3D printing technology, using photopolymers that do not melt during the injection moulding of some lower-temperature thermoplastics, can be used for some simple injection moulds.

Molding or moulding is the process of manufacturing by shaping liquid or pliable raw material using a rigid frame called a mold or matrix. This itself may have been made using a pattern or model of the final object.
Polyoxymethylene (POM), also known as acetal, polyacetal, and polyformaldehyde, is an engineering thermoplastic used in precision parts requiring high stiffness, low friction, and excellent dimensional stability. Short-chained POM is also better known as paraformaldehyde (PFA). As with many other synthetic polymers, polyoxymethylenes are produced by different chemical firms with slightly different formulas and sold as Delrin, Kocetal, Ultraform, Celcon, Ramtal, Duracon, Kepital, Polypenco, Tenac and Hostaform.

Compression molding is a method of molding in which the molding material, generally preheated, is first placed in an open, heated mold cavity. The mold is closed with a top force or plug member, pressure is applied to force the material into contact with all mold areas, while heat and pressure are maintained until the molding material has cured; this process is known as compression molding method and in case of rubber it is also known as 'Vulcanisation'. The process employs thermosetting resins in a partially cured stage, either in the form of granules, putty-like masses, or preforms.

Rotational molding involves a heated mold which is filled with a charge or shot weight of the material. It is then slowly rotated, causing the softened material to disperse and stick to the walls of the mold forming a hollow part. In order to form an even thickness throughout the part, the mold rotates at all times during the heating phase, and then continues to rotate during the cooling phase to avoid sagging or deformation. The process was applied to plastics in the 1950s but in the early years was little used because it was a slow process restricted to a small number of plastics. Over time, improvements in process control and developments with plastic powders have resulted in increased use.

Metal injection molding (MIM) is a metalworking process in which finely-powdered metal is mixed with binder material to create a "feedstock" that is then shaped and solidified using injection molding. Metal injection molding combines the most useful characteristics of powder metallurgy and plastic injection molding to facilitate the production of small, complex-shaped metal components with outstanding mechanical properties. The molding process allows high volume, complex parts to be shaped in a single step. After molding, the part undergoes conditioning operations to remove the binder (debinding) and densify the powders. Finished products are small components used in many industries and applications.

A foundry is a factory that produces metal castings. Metals are cast into shapes by melting them into a liquid, pouring the metal into a mold, and removing the mold material after the metal has solidified as it cools. The most common metals processed are aluminum and cast iron. However, other metals, such as bronze, brass, steel, magnesium, and zinc, are also used to produce castings in foundries. In this process, parts of desired shapes and sizes can be formed.
Fusible core injection molding, also known as lost core injection molding, is a specialized plastic injection molding process used to mold internal cavities or undercuts that are not possible to mold with demoldable cores. Strictly speaking the term "fusible core injection molding" refers to the use of a fusible alloy as the core material; when the core material is made from a soluble plastic the process is known as soluble core injection molding. This process is often used for automotive parts, such as intake manifolds and brake housings, however it is also used for aerospace parts, plumbing parts, bicycle wheels, and footwear.
Injection molding of liquid silicone rubber (LSR) is a process to produce pliable, durable parts in high volume.
Reaction injection molding (RIM) is similar to injection molding except thermosetting polymers are used, which requires a curing reaction to occur within the mold.

An injection molding machine, also known as an injection press, is a machine for manufacturing plastic products by the injection molding process. It consists of two main parts, an injection unit and a clamping unit.
A molded interconnect device (MID) is an injection-molded thermoplastic part with integrated electronic circuit traces. The use of high temperature thermoplastics and their structured metallization opens a new dimension of circuit carrier design to the electronics industry. This technology combines plastic substrate/housing with circuitry into a single part by selective metallization.
Thin wall injection molding is a specialized form of conventional injection molding that focuses on mass-producing plastic parts that are thin and light so that material cost savings can be made and cycle times can be as short as possible. Shorter cycle times means higher productivity and lower costs per part.
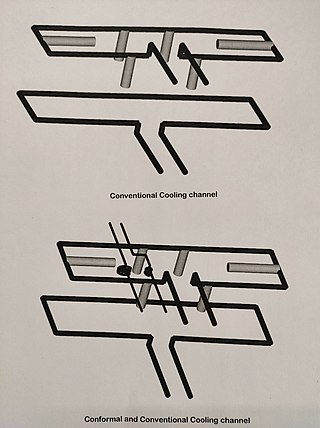
Conformal cooling channel is a cooling passageway which follows the shape or profile of the mould core or cavity to perform rapid uniform cooling process for injection moulding or blow moulding processes.
Injection mold construction is the process of creating molds that are used to perform injection molding operations using an injection molding machine. These are generally used to produce plastic parts using a core and a cavity.
Multi-material injection molding (MMM) is the process of molding two or more different materials into one plastic part at one time. As is the case in traditional injection molding, multi material injection molding uses materials that are at or near their melting point so that the semi-liquidous (viscous) material can fill voids and cavities within a pre-machined mold, thus taking on the desired shape of designed tooling. In general, advantages of MMM over other production techniques include, but are not limited to, creating parts that have an elastic modulus that varies with location on the part, creating a single-structure part with different regional materials, and also creating a single part with multiple independent polymer colors. Applications range from simple household items like a toothbrush to more heavy duty construction of items like power tools.
Transfer molding is a manufacturing process in which casting material is forced into a mold. Transfer molding is different from compression molding in that the mold is enclosed rather than open to the fill plunger resulting in higher dimensional tolerances and less environmental impact. Compared to injection molding, transfer molding uses higher pressures to uniformly fill the mold cavity. This allows thicker reinforcing fiber matrices to be more completely saturated by resin. Furthermore, unlike injection molding, the transfer mold casting material may start the process as a solid. This can reduce equipment costs and time dependency. The transfer process may have a slower fill rate than an equivalent injection molding process.
The Ensinger Group is a manufacturer engaged in the development and manufacture of compounds, semi-finished products, technical parts, composite materials and profiles made of engineering and high-performance plastics. The family-owned enterprise is represented in major industrial regions with manufacturing facilities or sales offices. The main office is located in Nufringen/Baden-Württemberg, Germany.

Gas-assisted injection molding is a molding process where an inert gas is injected into the melted plastic pushing it further into the mold and resulting in hollow parts.
Cube mold technology is a molding process for the manufacture of plastics components. This molding process allows to manufacture circular parts. This technology was introduced by Foboha and Arburg.


