Related Research Articles

Welding is a fabrication process that joins materials, usually metals or thermoplastics, primarily by using high temperature to melt the parts together and allow them to cool, causing fusion. Common alternative methods include solvent welding using chemicals to melt materials being bonded without heat, and solid-state welding processes which bond without melting, such as pressure, cold welding, and diffusion bonding.

Spot welding is a type of electric resistance welding used to weld various sheet metal products, through a process in which contacting metal surface points are joined by the heat obtained from resistance to electric current.

Shielded metal arc welding (SMAW), also known as manual metal arc welding, flux shielded arc welding or informally as stick welding, is a manual arc welding process that uses a consumable electrode covered with a flux to lay the weld.

Submerged arc welding (SAW) is a common arc welding process. The first SAW patent was taken out in 1935. The process requires a continuously fed consumable solid or tubular electrode. The molten weld and the arc zone are protected from atmospheric contamination by being "submerged" under a blanket of granular fusible flux consisting of lime, silica, manganese oxide, calcium fluoride, and other compounds. When molten, the flux becomes conductive, and provides a current path between the electrode and the work. This thick layer of flux completely covers the molten metal thus preventing spatter and sparks as well as suppressing the intense ultraviolet radiation and fumes that are a part of the shielded metal arc welding (SMAW) process.

Arc welding is a welding process that is used to join metal to metal by using electricity to create enough heat to melt metal, and the melted metals, when cool, result in a binding of the metals. It is a type of welding that uses a welding power supply to create an electric arc between a metal stick ("electrode") and the base material to melt the metals at the point of contact. Arc welding power supplies can deliver either direct (DC) or alternating (AC) current to the work, while consumable or non-consumable electrodes are used.

Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma. Typical materials cut with a plasma torch include steel, stainless steel, aluminum, brass and copper, although other conductive metals may be cut as well. Plasma cutting is often used in fabrication shops, automotive repair and restoration, industrial construction, and salvage and scrapping operations. Due to the high speed and precision cuts combined with low cost, plasma cutting sees widespread use from large-scale industrial computer numerical control (CNC) applications down to small hobbyist shops.
Flux-cored arc welding is a semi-automatic or automatic arc welding process. FCAW requires a continuously-fed consumable tubular electrode containing a flux and a constant-voltage or, less commonly, a constant-current welding power supply. An externally supplied shielding gas is sometimes used, but often the flux itself is relied upon to generate the necessary protection from the atmosphere, producing both gaseous protection and liquid slag protecting the weld.

Gas tungsten arc welding is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area and electrode are protected from oxidation or other atmospheric contamination by an inert shielding gas. A filler metal is normally used, though some welds, known as 'autogenous welds', or 'fusion welds' do not require it. A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma.

Plasma arc welding (PAW) is an arc welding process similar to gas tungsten arc welding (GTAW). The electric arc is formed between an electrode and the workpiece. The key difference from GTAW is that in PAW, the electrode is positioned within the body of the torch, so the plasma arc is separated from the shielding gas envelope. The plasma is then forced through a fine-bore copper nozzle which constricts the arc and the plasma exits the orifice at high velocities and a temperature approaching 28,000 °C (50,000 °F) or higher.
Electric resistance welding (ERW) is a welding process in which metal parts in contact are permanently joined by heating them with an electric current, melting the metal at the joint. Electric resistance welding is widely used, for example, in manufacture of steel pipe and in assembly of bodies for automobiles. The electric current can be supplied to electrodes that also apply clamping pressure, or may be induced by an external magnetic field. The electric resistance welding process can be further classified by the geometry of the weld and the method of applying pressure to the joint: spot welding, seam welding, flash welding, projection welding, for example. Some factors influencing heat or welding temperatures are the proportions of the workpieces, the metal coating or the lack of coating, the electrode materials, electrode geometry, electrode pressing force, electric current and length of welding time. Small pools of molten metal are formed at the point of most electrical resistance as an electric current is passed through the metal. In general, resistance welding methods are efficient and cause little pollution, but their applications are limited to relatively thin materials.
Shielding gases are inert or semi-inert gases that are commonly used in several welding processes, most notably gas metal arc welding and gas tungsten arc welding. Their purpose is to protect the weld area from oxygen, and water vapour. Depending on the materials being welded, these atmospheric gases can reduce the quality of the weld or make the welding more difficult. Other arc welding processes use alternative methods of protecting the weld from the atmosphere as well – shielded metal arc welding, for example, uses an electrode covered in a flux that produces carbon dioxide when consumed, a semi-inert gas that is an acceptable shielding gas for welding steel.
In metalworking, a filler metal is a metal added in the making of a joint through welding, brazing, or soldering.

Atomic hydrogen welding is an arc welding process that uses an arc between two tungsten electrodes in a shielding atmosphere of hydrogen. The process was invented by Irving Langmuir in the course of his studies of atomic hydrogen. The electric arc efficiently breaks up the hydrogen molecules, which later recombine with tremendous release of heat, reaching temperatures from 3400 to 4000 °C. Without the arc, an oxyhydrogen torch can only reach 2800 °C. This is the third-hottest flame after dicyanoacetylene at 4987 °C and cyanogen at 4525 °C. An acetylene torch merely reaches 3300 °C. This device may be called an atomic hydrogen torch, nascent hydrogen torch or Langmuir torch. The process was also known as arc-atom welding.
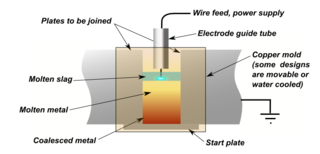
Electroslag welding(ESW) is a highly productive, single pass welding process for thick (greater than 25 mm up to about 300 mm) materials in a vertical or close to vertical position. (ESW) is similar to electrogas welding, but the main difference is the arc starts in a different location. An electric arc is initially struck by wire that is fed into the desired weld location and then flux is added. Additional flux is added until the molten slag, reaching the tip of the electrode, extinguishes the arc. The wire is then continuously fed through a consumable guide tube (can oscillate if desired) into the surfaces of the metal workpieces and the filler metal are then melted using the electrical resistance of the molten slag to cause coalescence. The wire and tube then move up along the workpiece while a copper retaining shoe that was put into place before starting (can be water-cooled if desired) is used to keep the weld between the plates that are being welded. Electroslag welding is used mainly to join low carbon steel plates and/or sections that are very thick. It can also be used on structural steel if certain precautions are observed, and for large cross-section aluminium busbars. This process uses a direct current (DC) voltage usually ranging from about 600 A and 40-50 V, higher currents are needed for thicker materials. Because the arc is extinguished, this is not an arc process.

Hyperbaric welding is the process of extreme welding at elevated pressures, normally underwater. Hyperbaric welding can either take place wet in the water itself or dry inside a specially constructed positive pressure enclosure and hence a dry environment. It is predominantly referred to as "hyperbaric welding" when used in a dry environment, and "underwater welding" when in a wet environment. The applications of hyperbaric welding are diverse—it is often used to repair ships, offshore oil platforms, and pipelines. Steel is the most common material welded.
In metalworking, a welding defect is any flaw that compromises the usefulness of a weldment. There are many different types of welding defects, which are classified according to ISO 6520, while acceptable limits for welds are specified in ISO 5817 and ISO 10042.

Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert gas (MIG) and metal active gas (MAG) is a welding process in which an electric arc forms between a consumable MIG wire electrode and the workpiece metal(s), which heats the workpiece metal(s), causing them to fuse. Along with the wire electrode, a shielding gas feeds through the welding gun, which shields the process from atmospheric contamination.
Sensors for arc welding are devices which – as a part of a fully mechanised welding equipment – are capable to acquire information about position and, if possible, about the geometry of the intended weld at the workpiece and to provide respective data in a suitable form for the control of the weld torch position and, if possible, for the arc welding process parameters.

Welding slag is a form of slag, or vitreous material produced as a byproduct of some arc welding processes, most specifically shielded metal arc welding, submerged arc welding, and flux-cored arc welding. Slag is formed when flux, the solid shielding material used in the welding process, melts in or on top of the weld zone. Slag is the solidified remaining flux after the weld area cools.

Underwater cutting and welding are metalworking techniques used by underwater divers in underwater construction, marine salvage and clearance diving applications. Most underwater welding is direct current wet stick welding, and most underwater metal cutting is immersed oxygen-arc and shielded metal-arc cutting, though other technologies are available and sometimes used. These processes are mostly applied to steel structures as that is the most common arc-weldable material used in the underwater environment.
References
- Cary, Howard B. and Scott C. Helzer (2005). Modern Welding Technology. Upper Saddle River, New Jersey: Pearson Education. ISBN 0-13-113029-3. Pages 153-56.