
Ductility is a mechanical property commonly described as a material's amenability to drawing. In materials science, ductility is defined by the degree to which a material can sustain plastic deformation under tensile stress before failure. Ductility is an important consideration in engineering and manufacturing. It defines a material's suitability for certain manufacturing operations and its capacity to absorb mechanical overload. Some metals that are generally described as ductile include gold and copper, while platinum is the most ductile of all metals in pure form. However, not all metals experience ductile failure as some can be characterized with brittle failure like cast iron. Polymers generally can be viewed as ductile materials as they typically allow for plastic deformation.

Fracture is the appearance of a crack or complete separation of an object or material into two or more pieces under the action of stress. The fracture of a solid usually occurs due to the development of certain displacement discontinuity surfaces within the solid. If a displacement develops perpendicular to the surface, it is called a normal tensile crack or simply a crack; if a displacement develops tangentially, it is called a shear crack, slip band or dislocation.

In mechanics, compressive strength is the capacity of a material or structure to withstand loads tending to reduce size. In other words, compressive strength resists compression, whereas tensile strength resists tension. In the study of strength of materials, tensile strength, compressive strength, and shear strength can be analyzed independently.

In materials science, fatigue is the initiation and propagation of cracks in a material due to cyclic loading. Once a fatigue crack has initiated, it grows a small amount with each loading cycle, typically producing striations on some parts of the fracture surface. The crack will continue to grow until it reaches a critical size, which occurs when the stress intensity factor of the crack exceeds the fracture toughness of the material, producing rapid propagation and typically complete fracture of the structure.

Plastic welding is welding for semi-finished plastic materials, and is described in ISO 472 as a process of uniting softened surfaces of materials, generally with the aid of heat. Welding of thermoplastics is accomplished in three sequential stages, namely surface preparation, application of heat and pressure, and cooling. Numerous welding methods have been developed for the joining of semi-finished plastic materials. Based on the mechanism of heat generation at the welding interface, welding methods for thermoplastics can be classified as external and internal heating methods, as shown in Fig 1.

Autofrettage is a work hardening process in which a pressure vessel is subjected to enormous pressure, causing internal portions of the part to yield plastically, resulting in internal compressive residual stresses once the pressure is released. The goal of autofrettage is to increase the pressure carrying capacity of the final product. Inducing residual compressive stresses into materials can also increase their resistance to stress corrosion cracking; that is, non-mechanically-assisted cracking that occurs when a material is placed in a corrosive environment in the presence of tensile stress. The technique is commonly used in manufacture of high-pressure pump cylinders, warship and gun barrels, and fuel injection systems for diesel engines. Due to work hardening process it also enhances wear life of the barrel marginally. While autofrettage will induce some work hardening, that is not the primary mechanism of strengthening.

Hydrogen embrittlement (HE), also known as hydrogen-assisted cracking or hydrogen-induced cracking (HIC), is a reduction in the ductility of a metal due to absorbed hydrogen. Hydrogen atoms are small and can permeate solid metals. Once absorbed, hydrogen lowers the stress required for cracks in the metal to initiate and propagate, resulting in embrittlement. Hydrogen embrittlement occurs most notably in steels, as well as in iron, nickel, titanium, cobalt, and their alloys. Copper, aluminium, and stainless steels are less susceptible to hydrogen embrittlement.

Prince Rupert's drops are toughened glass beads created by dripping molten glass into cold water, which causes it to solidify into a tadpole-shaped droplet with a long, thin tail. These droplets are characterized internally by very high residual stresses, which give rise to counter-intuitive properties, such as the ability to withstand a blow from a hammer or a bullet on the bulbous end without breaking, while exhibiting explosive disintegration if the tail end is even slightly damaged. In nature, similar structures are produced under certain conditions in volcanic lava, and are known as Pele's tears.

Shot peening is a cold working process used to produce a compressive residual stress layer and modify the mechanical properties of metals and composites. It entails striking a surface with shot with force sufficient to create plastic deformation.

Stress corrosion cracking (SCC) is the growth of crack formation in a corrosive environment. It can lead to unexpected and sudden failure of normally ductile metal alloys subjected to a tensile stress, especially at elevated temperature. SCC is highly chemically specific in that certain alloys are likely to undergo SCC only when exposed to a small number of chemical environments. The chemical environment that causes SCC for a given alloy is often one which is only mildly corrosive to the metal. Hence, metal parts with severe SCC can appear bright and shiny, while being filled with microscopic cracks. This factor makes it common for SCC to go undetected prior to failure. SCC often progresses rapidly, and is more common among alloys than pure metals. The specific environment is of crucial importance, and only very small concentrations of certain highly active chemicals are needed to produce catastrophic cracking, often leading to devastating and unexpected failure.
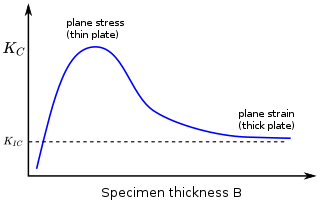
In materials science, fracture toughness is the critical stress intensity factor of a sharp crack where propagation of the crack suddenly becomes rapid and unlimited. A component's thickness affects the constraint conditions at the tip of a crack with thin components having plane stress conditions and thick components having plane strain conditions. Plane strain conditions give the lowest fracture toughness value which is a material property. The critical value of stress intensity factor in mode I loading measured under plane strain conditions is known as the plane strain fracture toughness, denoted . When a test fails to meet the thickness and other test requirements that are in place to ensure plane strain conditions, the fracture toughness value produced is given the designation . Fracture toughness is a quantitative way of expressing a material's resistance to crack propagation and standard values for a given material are generally available.
Hydrogen damage is the generic name given to a large number of metal degradation processes due to interaction with hydrogen atoms. Note that molecular gaseous hydrogen does not have the same effect as atoms or ions released into solid solution in the metal.

Time-of-flight diffraction (TOFD) method of ultrasonic testing is a sensitive and accurate method for the nondestructive testing of welds for defects. TOFD originated from tip diffraction techniques which were first published by Silk and Liddington in 1975 which paved the way for TOFD. Later works on this technique are given in a number of sources which include Harumi et al. (1989), Avioli et al. (1991), and Bray and Stanley (1997).
Laser peening (LP), or laser shock peening (LSP), is a surface engineering process used to impart beneficial residual stresses in materials. The deep, high-magnitude compressive residual stresses induced by laser peening increase the resistance of materials to surface-related failures, such as fatigue, fretting fatigue, and stress corrosion cracking. Laser shock peening can also be used to strengthen thin sections, harden surfaces, shape or straighten parts, break up hard materials, compact powdered metals and for other applications where high-pressure, short duration shock waves offer desirable processing results.
A cryogenic treatment is the process of treating workpieces to cryogenic temperatures in order to remove residual stresses and improve wear resistance in steels and other metal alloys, such as aluminum. In addition to seeking enhanced stress relief and stabilization, or wear resistance, cryogenic treatment is also sought for its ability to improve corrosion resistance by precipitating micro-fine eta carbides, which can be measured before and after in a part using a quantimet.
In metalworking, a welding defect is any flaw that compromises the usefulness of a weldment. There are many different types of welding defects, which are classified according to ISO 6520, while acceptable limits for welds are specified in ISO 5817 and ISO 10042.
The deep hole drilling (DHD) measurement technique is a residual stress measurement technique used to measure locked-in and applied stresses in engineering materials and components. DHD is a semi-destructive mechanical strain relaxation (MSR) technique, which seeks to measure the distribution of stresses along the axis of a drilled reference hole. The process is unique in its ability to measure residual stresses at a microscopic level with a penetration of over 750 millimetres (30 in), without total destruction of the original component. Deep hole drilling is considered deep in comparison to other hole drilling techniques such as centre hole drilling.

The hole drilling method is a method for measuring residual stresses, in a material. Residual stress occurs in a material in the absence of external loads. Residual stress interacts with the applied loading on the material to affect the overall strength, fatigue, and corrosion performance of the material. Residual stresses are measured through experiments. The hole drilling method is one of the most used methods for residual stress measurement.
In metallurgy, peening is the process of working a metal's surface to improve its material properties, usually by mechanical means, such as hammer blows, by blasting with shot, focusing light, or in recent years, with water column impacts and cavitation jets. With the notable exception of laser peening, peening is normally a cold work process tending to expand the surface of the cold metal, thus inducing compressive stresses or relieving tensile stresses already present. It can also encourage strain hardening of the surface metal.
In mechanics and thermodynamics, thermal stress is mechanical stress created by any change in temperature of a material. These stresses can lead to fracturing or plastic deformation depending on the other variables of heating, which include material types and constraints. Temperature gradients, thermal expansion or contraction and thermal shocks are things that can lead to thermal stress. This type of stress is highly dependent on the thermal expansion coefficient which varies from material to material. In general, the greater the temperature change, the higher the level of stress that can occur. Thermal shock can result from a rapid change in temperature, resulting in cracking or shattering.



