A loom is a device used to weave cloth and tapestry. The basic purpose of any loom is to hold the warp threads under tension to facilitate the interweaving of the weft threads. The precise shape of the loom and its mechanics may vary, but the basic function is the same.

Weaving is a method of textile production in which two distinct sets of yarns or threads are interlaced at right angles to form a fabric or cloth. Other methods are knitting, crocheting, felting, and braiding or plaiting. The longitudinal threads are called the warp and the lateral threads are the weft, woof, or filling. The method in which these threads are interwoven affects the characteristics of the cloth. Cloth is usually woven on a loom, a device that holds the warp threads in place while filling threads are woven through them. A fabric band that meets this definition of cloth can also be made using other methods, including tablet weaving, back strap loom, or other techniques that can be done without looms.
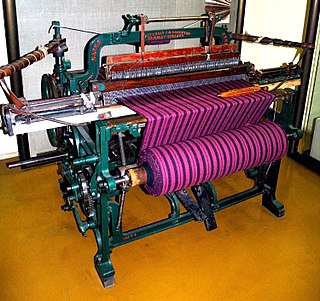
A power loom is a mechanized loom, and was one of the key developments in the industrialization of weaving during the early Industrial Revolution. The first power loom was designed and patented in 1785 by Edmund Cartwright. It was refined over the next 47 years until a design by the Howard and Bullough company made the operation completely automatic. This device was designed in 1834 by James Bullough and William Kenworthy, and was named the Lancashire loom.

Quarry Bank Mill in Styal, Cheshire, England, is one of the best preserved textile factories of the Industrial Revolution. Built in 1784, the cotton mill is recorded in the National Heritage List for England as a designated Grade II* listed building. Quarry Bank Mill was established by Samuel Greg, and was notable for innovations both in machinery and also in its approach to labour relations, the latter largely as a result of the work of Greg's wife, Hannah Lightbody. The family took a somewhat paternalistic attitude toward the workers, providing medical care for all and limited education to the children, but all laboured roughly 72 hours per week until 1847 when a new law shortened the hours.
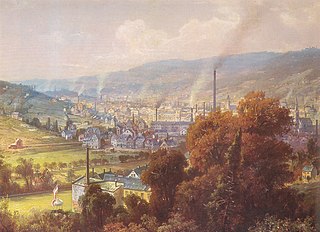
Textile manufacture during the British Industrial Revolution was centred in south Lancashire and the towns on both sides of the Pennines in the United Kingdom. The main drivers of the Industrial Revolution were textile manufacturing, iron founding, steam power, oil drilling, the discovery of electricity and its many industrial applications, the telegraph and many others. Railroads, steamboats, the telegraph and other innovations massively increased worker productivity and raised standards of living by greatly reducing time spent during travel, transportation and communications.

Textile manufacturing is a major industry. It is largely based on the conversion of fibre into yarn, then yarn into fabric. These are then dyed or printed, fabricated into cloth which is then converted into useful goods such as clothing, household items, upholstery and various industrial products.

John Lombe was a silk spinner in the 18th century Derby, England.

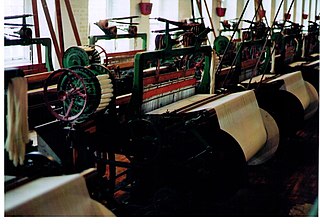
The spinning mule is a machine used to spin cotton and other fibres. They were used extensively from the late 18th to the early 20th century in the mills of Lancashire and elsewhere. Mules were worked in pairs by a minder, with the help of two boys: the little piecer and the big or side piecer. The carriage carried up to 1,320 spindles and could be 150 feet (46 m) long, and would move forward and back a distance of 5 feet (1.5 m) four times a minute.
The manufacture of textiles is one of the oldest of human technologies. To make textiles, the first requirement is a source of fiber from which a yarn can be made, primarily by spinning. The yarn is processed by knitting or weaving, which turns yarn into cloth. The machine used for weaving is the loom. For decoration, the process of colouring yarn or the finished material is dyeing. For more information of the various steps, see textile manufacturing.

The Hat Works is a museum in Stockport, Greater Manchester, England, which opened in 2000. Before that, smaller displays of hatting equipment were exhibited in Stockport Museum and in the former Battersby hat factory.

A weavers' cottage was a type of house used by weavers for cloth production in the putting-out system sometimes known as the domestic system.
Textile manufacturing is one of the oldest human activities. The oldest known textiles date back to about 5000 B.C. In order to make textiles, the first requirement is a source of fibre from which a yarn can be made, primarily by spinning. The yarn is processed by knitting or weaving to create cloth. The machine used for weaving is the loom. Cloth is finished by what are described as wet process to become fabric. The fabric may be dyed, printed or decorated by embroidering with coloured yarns.

Silk throwing is the industrial process wherein silk that has been reeled into skeins, is cleaned, receives a twist and is wound onto bobbins. The yarn is now twisted together with threads, in a process known as doubling. Colloquially silk throwing can be used to refer to the whole process: reeling, throwing and doubling. Silk had to be thrown to make it strong enough to be used as organzine for the warp in a loom, or tram for weft.

Lombe's Mill was the first successful silk throwing mill in Britain. It was built on an island on the River Derwent in Derby. It was built after John Lombe visited Piedmont in 1717 and returned to England with details of the Italian silk throwing machines – the filatoio and the torcitoio – and some Italian craftsmen. The architect was George Sorocold. At its height, the mill employed some 300 people.

A silk mill is a factory that makes silk for garments using a process called silk throwing. Traditionally, silk mills were concentrated in Japan, England, New Jersey, Pennsylvania, Italy and Switzerland.

Clarence Mill is a five-storey former cotton spinning mill in Bollington, Cheshire, in England. It was built between 1834 and 1877 for the Swindells family of Bollington. It was built alongside the Macclesfield Canal, which opened in 1831.

A beamer was an occupation in the cotton industry. The taper's beam is a long cylinder with flanges where 400 plus ends (threads) are wound side-by-side. Creels of bobbins with the correct thread, mounted on a beaming frame wind their contents onto the beam. The machine is watched over by a "beamer".

Bancroft Shed was a weaving shed in Barnoldswick, Lancashire, England, situated on the road to Skipton. Construction was started in 1914 and the shed was commissioned in 1920 for James Nutter & Sons Limited. The mill closed on 22 December 1978 and was demolished. The engine house, chimneys and boilers have been preserved and maintained as a working steam museum. The mill was the last steam-driven weaving shed to be constructed and the last to close.
Macclesfield Museums is a collection of four museums focusing on Macclesfield and the Silk Industry. The museums are owned by Cheshire East, the local council, and managed on their behalf by the Macclesfield Silk Heritage Trust. The museums are called The Silk Museum, Paradise Mill, West Park Museum, and The Old Sunday School.




