A relay is an electrically operated switch. It consists of a set of input terminals for a single or multiple control signals, and a set of operating contact terminals. The switch may have any number of contacts in multiple contact forms, such as make contacts, break contacts, or combinations thereof.

In electrical engineering, a switch is an electrical component that can disconnect or connect the conducting path in an electrical circuit, interrupting the electric current or diverting it from one conductor to another. The most common type of switch is an electromechanical device consisting of one or more sets of movable electrical contacts connected to external circuits. When a pair of contacts is touching current can pass between them, while when the contacts are separated no current can flow.

Spot welding is a type of electric resistance welding used to weld various sheet metal products, through a process in which contacting metal surface points are joined by the heat obtained from resistance to electric current.

Shielded metal arc welding (SMAW), also known as manual metal arc welding, flux shielded arc welding or informally as stick welding, is a manual arc welding process that uses a consumable electrode covered with a flux to lay the weld.

Submerged arc welding (SAW) is a common arc welding process. The first SAW patent was taken out in 1935. The process requires a continuously fed consumable solid or tubular electrode. The molten weld and the arc zone are protected from atmospheric contamination by being "submerged" under a blanket of granular fusible flux consisting of lime, silica, manganese oxide, calcium fluoride, and other compounds. When molten, the flux becomes conductive, and provides a current path between the electrode and the work. This thick layer of flux completely covers the molten metal thus preventing spatter and sparks as well as suppressing the intense ultraviolet radiation and fumes that are a part of the shielded metal arc welding (SMAW) process.

A mercury switch is an electrical switch that opens and closes a circuit when a small amount of the liquid metal mercury connects metal electrodes to close the circuit. There are several different basic designs but they all share the common design strength of non-eroding switch contacts.

The reed switch is an electromechanical switch operated by an applied magnetic field. It was invented in 1922 by professor Valentin Kovalenkov at the Petrograd Electrotechnical University, and later evolved at Bell Telephone Laboratories in 1936 by Walter B. Ellwood into the reed relay. In its simplest and most common form, it consists of a pair of ferromagnetic flexible metal contacts in a hermetically sealed glass envelope. The contacts are usually normally open, closing when a magnetic field is present, or they may be normally closed and open when a magnetic field is applied. The switch may be actuated by an electromagnetic coil, making a reed relay, or by bringing a permanent magnet near it. When the magnetic field is removed, the contacts in the reed switch return to their original position. The "reed" is the metal part inside the reed switch envelope that is relatively thin and wide to make it flexible, resembling the reed of a musical instrument. The term "reed" may also include the external wire lead as well as the internal part.
A snubber is a device used to suppress a phenomenon such as voltage transients in electrical systems, pressure transients in fluid systems or excess force or rapid movement in mechanical systems.

Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma. Typical materials cut with a plasma torch include steel, stainless steel, aluminum, brass and copper, although other conductive metals may be cut as well. Plasma cutting is often used in fabrication shops, automotive repair and restoration, industrial construction, and salvage and scrapping operations. Due to the high speed and precision cuts combined with low cost, plasma cutting sees widespread use from large-scale industrial computer numerical control (CNC) applications down to small hobbyist shops.

An electric arc is an electrical breakdown of a gas that produces a prolonged electrical discharge. The current through a normally nonconductive medium such as air produces a plasma, which may produce visible light. An arc discharge is initiated either by thermionic emission or by field emission. After initiation, the arc relies on thermionic emission of electrons from the electrodes supporting the arc. An arc discharge is characterized by a lower voltage than a glow discharge. An archaic term is voltaic arc, as used in the phrase "voltaic arc lamp".

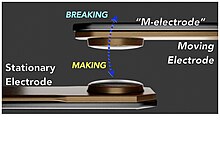
An electrical contact is an electrical circuit component found in electrical switches, relays, connectors and circuit breakers. Each contact is a piece of electrically conductive material, typically metal. When a pair of contacts touch, they can pass an electrical current with a certain contact resistance, dependent on surface structure, surface chemistry and contact time; when the pair is separated by an insulating gap, then the pair does not pass a current. When the contacts touch, the switch is closed; when the contacts are separated, the switch is open. The gap must be an insulating medium, such as air, vacuum, oil, SF6. Contacts may be operated by humans in push-buttons and switches, by mechanical pressure in sensors or machine cams, and electromechanically in relays. The surfaces where contacts touch are usually composed of metals such as silver or gold alloys that have high electrical conductivity, wear resistance, oxidation resistance and other properties.

Gas tungsten arc welding is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area and electrode are protected from oxidation or other atmospheric contamination by an inert shielding gas. A filler metal is normally used, though some welds, known as 'autogenous welds', or 'fusion welds' do not require it. A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma.

A contactor is an electrically controlled switch used for switching an electrical power circuit. A contactor is typically controlled by a circuit which has a much lower power level than the switched circuit, such as a 24-volt coil electromagnet controlling a 230-volt motor switch.

Hyperbaric welding is the process of extreme welding at elevated pressures, normally underwater. Hyperbaric welding can either take place wet in the water itself or dry inside a specially constructed positive pressure enclosure and hence a dry environment. It is predominantly referred to as "hyperbaric welding" when used in a dry environment, and "underwater welding" when in a wet environment. The applications of hyperbaric welding are diverse—it is often used to repair ships, offshore oil platforms, and pipelines. Steel is the most common material welded.
Copper–tungsten is a mixture of copper and tungsten. As copper and tungsten are not mutually soluble, the material is composed of distinct particles of one metal dispersed in a matrix of the other one. The microstructure is therefore rather a metal matrix composite instead of a true alloy.

Electronic components have a wide range of failure modes. These can be classified in various ways, such as by time or cause. Failures can be caused by excess temperature, excess current or voltage, ionizing radiation, mechanical shock, stress or impact, and many other causes. In semiconductor devices, problems in the device package may cause failures due to contamination, mechanical stress of the device, or open or short circuits.
Automatic test system switching test equipment allows for high-speed testing of a device or devices in a test situation, where strict sequences and combinations of switching must be observed. By automating the process in this way, the possibility of test errors and inaccuracies is minimized, and only systematic errors would generally be encountered due to such as an incorrect programmed test condition. This eliminates error due to human factors and allows application of a standard test sequence repetitively. The design of a test system’s switching configuration is governed by the test specification, which is derived from the functional tests to be performed.
Arc suppression is the reduction of the electric arc energy that occurs when current-carrying contacts are opened and closed. An electric arc is a man-made, continuous arc-discharge consisting of highly energized electrons and ions supported by an electric current of at least 100mA; not to be confused with an electric spark.

Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert gas (MIG) and metal active gas (MAG) is a welding process in which an electric arc forms between a consumable MIG wire electrode and the workpiece metal(s), which heats the workpiece metal(s), causing them to fuse. Along with the wire electrode, a shielding gas feeds through the welding gun, which shields the process from atmospheric contamination.

In electrical engineering, a vacuum interrupter is a switch which uses electrical contacts in a vacuum. It is the core component of medium-voltage circuit-breakers, generator circuit-breakers, and high-voltage circuit-breakers. Separation of the electrical contacts results in a metal vapour arc, which is quickly extinguished. Vacuum interrupters are widely used in utility power transmission systems, power generation unit, and power-distribution systems for railways, arc furnace applications, and industrial plants.