
Food preservation includes processes that make food more resistant to microorganism growth and slow the oxidation of fats. This slows down the decomposition and rancidification process. Food preservation may also include processes that inhibit visual deterioration, such as the enzymatic browning reaction in apples after they are cut during food preparation. By preserving food, food waste can be reduced, which is an important way to decrease production costs and increase the efficiency of food systems, improve food security and nutrition and contribute towards environmental sustainability. For instance, it can reduce the environmental impact of food production.

Spray drying is a method of changing a dry powder from a liquid or slurry by rapidly drying with a hot gas. This is the preferred method of drying of many thermally-sensitive materials such as foods and pharmaceuticals, or materials which may require extremely consistent, fine particle size. Air is the heated drying medium; however, if the liquid is a flammable solvent such as ethanol or the product is oxygen-sensitive then nitrogen is used.

Food drying is a method of food preservation in which food is dried. Drying inhibits the growth of bacteria, yeasts, and mold through the removal of water. Dehydration has been used widely for this purpose since ancient times; the earliest known practice is 12,000 B.C. by inhabitants of the modern Middle East and Asia regions. Water is traditionally removed through evaporation by using methods such as air drying, sun drying, smoking or wind drying, although today electric food dehydrators or freeze-drying can be used to speed the drying process and ensure more consistent results.

Instant coffee is a beverage derived from brewed coffee beans that enables people to quickly prepare hot coffee by adding hot water or milk to coffee solids in powdered or crystallized form and stirring. The product was first invented in Invercargill, the largest city of the New Zealand region of Murihiku, in 1890. Instant coffee solids refers to the dehydrated and packaged solids available at retail used to make instant coffee. Instant coffee solids are commercially prepared by either freeze-drying or spray drying, after which it can be rehydrated. Instant coffee in a concentrated liquid form, as a beverage, is also manufactured.
A substance is anhydrous if it contains no water. Many processes in chemistry can be impeded by the presence of water; therefore, it is important that water-free reagents and techniques are used. In practice, however, it is very difficult to achieve perfect dryness; anhydrous compounds gradually absorb water from the atmosphere so they must be stored carefully.

Sublimation is the transition of a substance directly from the solid to the gas state, without passing through the liquid state. Sublimation is an endothermic process that occurs at temperatures and pressures below a substance's triple point in its phase diagram, which corresponds to the lowest pressure at which the substance can exist as a liquid. The reverse process of sublimation is deposition or desublimation, in which a substance passes directly from a gas to a solid phase. Sublimation has also been used as a generic term to describe a solid-to-gas transition (sublimation) followed by a gas-to-solid transition (deposition). While vaporization from liquid to gas occurs as evaporation from the surface if it occurs below the boiling point of the liquid, and as boiling with formation of bubbles in the interior of the liquid if it occurs at the boiling point, there is no such distinction for the solid-to-gas transition which always occurs as sublimation from the surface.
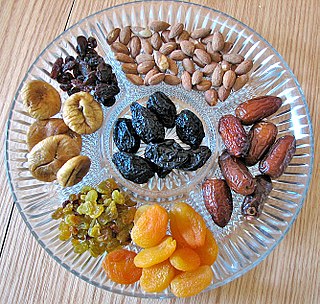
Dried fruit is fruit from which the majority of the original water content has been removed either naturally, through sun drying, or through the use of specialized dryers or dehydrators. Dried fruit has a long tradition of use dating back to the fourth millennium BC in Mesopotamia, and is prized because of its sweet taste, nutritive value, and long shelf life.

Food engineering is a scientific, academic, and professional field that interprets and applies principles of engineering, science, and mathematics to food manufacturing and operations, including the processing, production, handling, storage, conservation, control, packaging and distribution of food products. Given its reliance on food science and broader engineering disciplines such as electrical, mechanical, civil, chemical, industrial and agricultural engineering, food engineering is considered a multidisciplinary and narrow field.

Freeze-dried ice cream, also known as astronaut ice cream or space ice cream, is ice cream that has had most of the water removed from it by a freeze-drying process, is sealed in a pouch, and requires no refrigeration. Compared to regular ice cream, it can be kept at room temperature without melting, is dry and more brittle and rigid, but still soft when bitten into. It was developed by Whirlpool Corporation under contract to NASA for the Apollo missions. However, it was never used on any Apollo mission. Freeze-dried foods were developed so that foods could be sent on long-duration spaceflights, as to the Moon, and to reduce the weight of the water and oxygen normally found in food as well as to not melting and spilling liquid in zero-gravity, which would be problematic.
Drying is a mass transfer process consisting of the removal of water or another solvent by evaporation from a solid, semi-solid or liquid. This process is often used as a final production step before selling or packaging products. To be considered "dried", the final product must be solid, in the form of a continuous sheet, long pieces, particles or powder. A source of heat and an agent to remove the vapor produced by the process are often involved. In bioproducts like food, grains, and pharmaceuticals like vaccines, the solvent to be removed is almost invariably water. Desiccation may be synonymous with drying or considered an extreme form of drying.

Shelf-stable food is food of a type that can be safely stored at room temperature in a sealed container. This includes foods that would normally be stored refrigerated but which have been processed so that they can be safely stored at room or ambient temperature for a usefully long shelf life.

Vacuum packing is a method of packaging that removes air from the package prior to sealing. This method involves placing items in a plastic film package, removing air from inside and sealing the package. Shrink film is sometimes used to have a tight fit to the contents. The intent of vacuum packing is usually to remove oxygen from the container to extend the shelf life of foods and, with flexible package forms, to reduce the volume of the contents and package.

Instant soup is a type of soup designed for fast and simple preparation. Some are homemade, and some are mass-produced on an industrial scale and treated in various ways to preserve them. A wide variety of types, styles and flavors of instant soups exist. Commercial instant soups are usually dried or dehydrated, canned, or treated by freezing.

The term fish processing refers to the processes associated with fish and fish products between the time fish are caught or harvested, and the time the final product is delivered to the customer. Although the term refers specifically to fish, in practice it is extended to cover any aquatic organisms harvested for commercial purposes, whether caught in wild fisheries or harvested from aquaculture or fish farming.

A food dehydrator is a device that removes moisture from food to aid in its preservation. Food drying is a method of preserving fruit, vegetables and meats that has been practiced since antiquity.

Fish preservation is the method of increasing the shelf life of fish and other fish products by applying the principles of different branches of science in order to keep the fish, after it has landed, in a condition wholesome and fit for human consumption. Ancient methods of preserving fish included drying, salting, pickling and smoking. All of these techniques are still used today but the more modern techniques of freezing and canning have taken on a large importance.

Pumpable icetechnology (PIT) uses thin liquids, with the cooling capacity of ice. Pumpable ice is typically a slurry of ice crystals or particles ranging from 5 micrometers to 1 cm in diameter and transported in brine, seawater, food liquid, or gas bubbles of air, ozone, or carbon dioxide.
A nanocapsule is a nanoscale shell made from a nontoxic polymer. They are vesicular systems made of a polymeric membrane which encapsulates an inner liquid core at the nanoscale. Nanocapsules have many uses, including promising medical applications for drug delivery, food enhancement, nutraceuticals, and for self-healing materials. The benefits of encapsulation methods are for protection of these substances to protect in the adverse environment, for controlled release, and for precision targeting. Nanocapsules can potentially be used as MRI-guided nanorobots or nanobots, although challenges remain.
Vacuum drying is the mass transfer operation in which the moisture present in a substance, usually a wet solid, is removed by means of creating a vacuum.
Pasta processing is the process in which wheat semolina or flour is mixed with water and the dough is extruded to a specific shape, dried and packaged.










