Filtration is a physical separation process that separates solid matter and fluid from a mixture using a filter medium that has a complex structure through which only the fluid can pass. Solid particles that cannot pass through the filter medium are described as oversize and the fluid that passes through is called the filtrate. Oversize particles may form a filter cake on top of the filter and may also block the filter lattice, preventing the fluid phase from crossing the filter, known as blinding. The size of the largest particles that can successfully pass through a filter is called the effective pore size of that filter. The separation of solid and fluid is imperfect; solids will be contaminated with some fluid and filtrate will contain fine particles. Filtration occurs both in nature and in engineered systems; there are biological, geological, and industrial forms.

A coal preparation plant is a facility that washes coal of soil and rock, crushes it into graded sized chunks (sorting), stockpiles grades preparing it for transport to market, and more often than not, also loads coal into rail cars, barges, or ships.

Sewage sludge treatment describes the processes used to manage and dispose of sewage sludge produced during sewage treatment. Sludge treatment is focused on reducing sludge weight and volume to reduce transportation and disposal costs, and on reducing potential health risks of disposal options. Water removal is the primary means of weight and volume reduction, while pathogen destruction is frequently accomplished through heating during thermophilic digestion, composting, or incineration. The choice of a sludge treatment method depends on the volume of sludge generated, and comparison of treatment costs required for available disposal options. Air-drying and composting may be attractive to rural communities, while limited land availability may make aerobic digestion and mechanical dewatering preferable for cities, and economies of scale may encourage energy recovery alternatives in metropolitan areas.
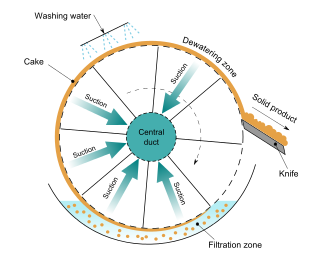
A Rotary Vacuum Filter Drum consists of a cylindrical filter membrane that is partly sub-merged in a slurry to be filtered. The inside of the drum is held lower than the ambient pressure. As the drum rotates through the slurry, the liquid is sucked through the membrane, leaving solids to cake on the membrane surface while the drum is submerged. A knife or blade is positioned to scrape the product from the surface.

Agitated Nutsche filter (ANF) is a filtration technique used in applications such as dye, paint, and pharmaceutical production and waste water treatment. Safety requirements and environmental concerns due to solvent evaporation led to the development of this type of filter wherein filtration under vacuum or pressure can be carried out in closed vessels and solids can be discharged straightaway into a dryer.

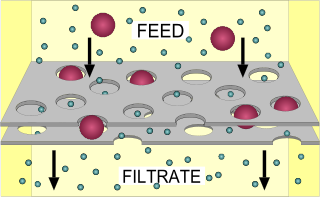
In chemical engineering, biochemical engineering and protein purification, crossflow filtration is a type of filtration. Crossflow filtration is different from dead-end filtration in which the feed is passed through a membrane or bed, the solids being trapped in the filter and the filtrate being released at the other end. Cross-flow filtration gets its name because the majority of the feed flow travels tangentially across the surface of the filter, rather than into the filter. The principal advantage of this is that the filter cake is substantially washed away during the filtration process, increasing the length of time that a filter unit can be operational. It can be a continuous process, unlike batch-wise dead-end filtration.

An industrial filter press is a tool used in separation processes, specifically to separate solids and liquids. The machine stacks many filter elements and allows the filter to be easily opened to remove the filtered solids, and allows easy cleaning or replacement of the filter media.
Electrofiltration is a method that combines membrane filtration and electrophoresis in a dead-end process.
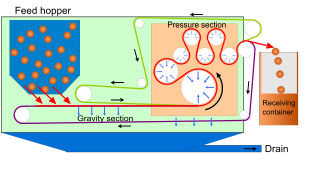
The belt filter is an industrial machine, used for solid/liquid separation processes, particularly the dewatering of sludges in the chemical industry, mining and water treatment. Belt filter presses are also used in the production of apple juice, cider and winemaking. The process of filtration is primarily obtained by passing a pair of filtering cloths and belts through a system of rollers. The system takes a sludge or slurry as a feed, and separates it into a filtrate and a solid cake.
Membrane technology encompasses the scientific processes used in the construction and application of membranes. Membranes are used to facilitate the transport or rejection of substances between mediums, and the mechanical separation of gas and liquid streams. In the simplest case, filtration is achieved when the pores of the membrane are smaller than the diameter of the undesired substance, such as a harmful microorganism. Membrane technology is commonly used in industries such as water treatment, chemical and metal processing, pharmaceuticals, biotechnology, the food industry, as well as the removal of environmental pollutants.
A filter drier is a piece of process equipment used during the filtration and drying phase of a pharmaceutical, bio pharmaceutical or chemical process for an active pharmaceutical ingredient (API) or other compounds production. Filter dryers are designed for washing and isolating solids with or without integrated containment systems.
A pusher centrifuge is a type of filtration technique that offers continuous operation to de-water and wash materials such as relatively in-compressible feed solids, free-draining crystalline, polymers and fibrous substances. It consists of a constant speed rotor and is fixed to one of several baskets. This assembly is applied with centrifugal force that is generated mechanically for smaller units and hydraulically for larger units to enable separation.
The peeler centrifuge is a device that performs by rotating filtration basket in an axis. A centrifuge follows on the principle of centrifugal force to separate solids from liquids by density difference. High rotation speed provides high centrifugal force that allows the suspended solid in feed to settle on the inner surface of basket. There are three kinds of centrifuge, horizontal, vertical peeler centrifuge and siphon peeler centrifuge. These classes of instrument apply to various areas such as fertilisers, pharmaceutical, plastics and food including artificial sweetener and modified starch.
A centrifuge is a device that employs a high rotational speed to separate components of different densities. This becomes relevant in the majority of industrial jobs where solids, liquids and gases are merged into a single mixture and the separation of these different phases is necessary. A decanter centrifuge separates continuously solid materials from liquids in the slurry, and therefore plays an important role in the wastewater treatment, chemical, oil, and food processing industries. There are several factors that affect the performance of a decanter centrifuge, and some design heuristics are to be followed which are dependent upon given applications.
A solid bowl centrifuge is a type of centrifuge that uses the principle of sedimentation. A centrifuge is used to separate a mixture that consists of two substances with different densities by using the centrifugal force resulting from continuous rotation. It is normally used to separate solid-liquid, liquid-liquid, and solid-solid mixtures. Solid bowl centrifuges are widely used in various industrial applications, such as wastewater treatment, coal manufacturing, and polymer manufacturing. One advantage of solid bowl centrifuges for industrial uses is the simplicity of installation compared to other types of centrifuge. There are three design types of solid bowl centrifuge, which are conical, cylindrical, and conical-cylindrical.
A conical plate centrifuge is a type of centrifuge that has a series of conical discs which provides a parallel configuration of centrifugation spaces.
Screen/Scroll centrifuge is a filtering or screen centrifuge which is also known as worm screen or conveyor discharge centrifuge. This centrifuge was first introduced in the midst of 19th century. After developing new technologies over the decades, it is now one of the widely used processes in many industries for the separation of crystalline, granular or fibrous materials from a solid-liquid mixture. Also, this process is considered to dry the solid material. This process has been some of the most frequently seen within, especially, coal preparation industry. Moreover, it can be found in other industries such as chemical, environmental, food and other mining fields.

A tilting pan filter is a chemical equipment used in continuous solid-liquid filtration.
Pile Cloth Media Filtration is a mechanical process for the separation of organic and inorganic solids from liquids. It belongs to the processes of surface filtration and cake filtration where, in addition to the sieve effect, real filtration effects occur over the depth of the pile layer. Pile Cloth Media Filtration represents a branch of cloth filtration processes and is used for water and wastewater treatment in medium and large scale. In Pile Cloth Media Filtration, three-dimensional textile fabrics are used as filter media. During the filter cleaning of the pile layer the filtration process continues and is not interrupted.
Diatomaceous earth (DE) filtration is a special filtration process that removes particles from liquids as it passes through a layer of fossilized remains of microscopic water organism called diatoms. These diatoms are mined from diatomite deposits which are located along the Earth's surface as they have accumulated in sediment of open and moving bodies of water. Obtained diatomaceous earth is then purified using acid leaching or liquid-liquid extraction in order for it to be used in any form of application. The process of D.E. filtration is composed of three main stages: pre-coating, body feed, and cleaning.
