The word pyrolysis is coined from the Greek-derived elementspyro- (from Ancient Greek πῦρ: pûr - "fire, heat, fever") and lysis (λύσις: lúsis - "separation, loosening").
Applications
Pyrolysis is most commonly used in the treatment of organic materials. It is one of the processes involved in the charring of wood[2] or pyrolysis of biomass. In general, pyrolysis of organic substances produces volatile products and leaves char, a carbon-rich solid residue. Extreme pyrolysis, which leaves mostly carbon as the residue, is called carbonization. Pyrolysis is considered one of the steps in the processes of gasification or combustion.[3][4] Laypeople often confuse pyrolysis gas with syngas.[why?] Pyrolysis gas has a high percentage of heavy tar fractions, which condense at relatively high temperatures, preventing its direct use in gas burners and internal combustion engines, unlike syngas.
The process is used heavily in the chemical industry, for example, to produce ethylene, many forms of carbon, and other chemicals from petroleum, coal, and even wood, or to produce coke from coal. It is used also in the conversion of natural gas (primarily methane) into hydrogen gas and solid carbon char, recently introduced on an industrial scale.[5] Aspirational applications of pyrolysis would convert biomass into syngas and biochar, waste plastics back into usable oil, or waste into safely disposable substances.
Terminology
Pyrolysis is one of the various types of chemical degradation processes that occur at higher temperatures (above the boiling point of water or other solvents). It differs from other processes like combustion and hydrolysis in that it usually does not involve the addition of other reagents such as oxygen (O2, in combustion) or water (in hydrolysis).[6] Pyrolysis produces solids (char), condensable liquids, (light and heavy oils and tar), and non-condensable gasses.[7][8][9][10]
Pyrolysis is different from gasification. In the chemical process industry, pyrolysis refers to a partial thermal degradation of carbonaceous materials that takes place in an inert (oxygen free) atmosphere and produces both gases, liquids and solids. The pyrolysis can be extended to full gasification that produces mainly gaseous output,[11] often with the addition of e.g. water steam to gasify residual carbonic solids, see Steam reforming.
Types
Specific types of pyrolysis include:
Carbonization, the complete pyrolysis of organic matter, which usually leaves a solid residue that consists mostly of elemental carbon.
Methane pyrolysis, the direct conversion of methane to hydrogen fuel and separable solid carbon, sometimes using molten metal catalysts.
Other pyrolysis types come from a different classification that focuses on the pyrolysis operating conditions and heating system used, which have an impact on the yield of the pyrolysis products.
Pyrolysis has been used for turning wood into charcoal since ancient times. The ancient Egyptians used the liquid fraction obtained from the pyrolysis of cedar wood, in their embalming process.[15]
Processes in the thermal degradation of organic matter at atmospheric pressure.
Pyrolysis generally consists in heating the material above its decomposition temperature, breaking chemical bonds in its molecules. The fragments usually become smaller molecules, but may combine to produce residues with larger molecular mass, even amorphous covalent solids.[citation needed]
In many settings, some amounts of oxygen, water, or other substances may be present, so that combustion, hydrolysis, or other chemical processes may occur besides pyrolysis proper. Sometimes those chemicals are added intentionally, as in the burning of firewood, in the traditional manufacture of charcoal, and in the steam cracking of crude oil.[citation needed]
Conversely, the starting material may be heated in a vacuum or in an inert atmosphere to avoid chemical side reactions (such as combustion or hydrolysis). Pyrolysis in a vacuum also lowers the boiling point of the byproducts, improving their recovery.
When organic matter is heated at increasing temperatures in open containers, the following processes generally occur, in successive or overlapping stages:[citation needed]
Below about 100°C, volatiles, including some water, evaporate. Heat-sensitive substances, such as vitamin C and proteins, may partially change or decompose already at this stage.
At about 100°C or slightly higher, any remaining water that is merely absorbed in the material is driven off. This process consumes a lot of energy, so the temperature may stop rising until all water has evaporated. Water trapped in crystal structure of hydrates may come off at somewhat higher temperatures.
Some solid substances, like fats, waxes, and sugars, may melt and separate.
Between 100 and 500°C, many common organic molecules break down. Most sugars start decomposing at 160–180°C. Cellulose, a major component of wood, paper, and cotton fabrics, decomposes at about 350°C.[3]Lignin, another major wood component, starts decomposing at about 350°C, but continues releasing volatile products up to 500°C.[3] The decomposition products usually include water, carbon monoxideCO and/or carbon dioxideCO2, as well as a large number of organic compounds.[4][17] Gases and volatile products leave the sample, and some of them may condense again as smoke. Generally, this process also absorbs energy. Some volatiles may ignite and burn, creating a visible flame. The non-volatile residues typically become richer in carbon and form large disordered molecules, with colors ranging between brown and black. At this point the matter is said to have been "charred" or "carbonized".
At 200–300°C, if oxygen has not been excluded, the carbonaceous residue may start to burn, in a highly exothermic reaction, often with no or little visible flame. Once carbon combustion starts, the temperature rises spontaneously, turning the residue into a glowing ember and releasing carbon dioxide and/or monoxide. At this stage, some of the nitrogen still remaining in the residue may be oxidized into nitrogen oxides like NO2 and N2O3. Sulfur and other elements like chlorine and arsenic may be oxidized and volatilized at this stage.
Once combustion of the carbonaceous residue is complete, a powdery or solid mineral residue (ash) is often left behind, consisting of inorganic oxidized materials of high melting point. Some of the ash may have left during combustion, entrained by the gases as fly ash or particulate emissions. Metals present in the original matter usually remain in the ash as oxides or carbonates, such as potash. Phosphorus, from materials such as bone, phospholipids, and nucleic acids, usually remains as phosphates.
Safety challenges
Because pyrolysis takes place at high temperatures which exceed the autoignition temperature of the produced gases, an explosion risk exists if oxygen is present. To control the temperature of pyrolysis systems careful temperature control is needed and can be accomplished with an open source pyrolysis controller.[18] Pyrolysis also produces various toxic gases, mainly carbon monoxide. The greatest risk of fire, explosion and release of toxic gases comes when the system is starting up and shutting down, operating intermittently, or during operational upsets.[19]
Inert gas purging is essential to manage inherent explosion risks. The procedure is not trivial and failure to keep oxygen out has led to accidents.[20]
This pizza is pyrolyzed, almost completely carbonized.
Pyrolysis has many applications in food preparation.[23]Caramelization is the pyrolysis of sugars in food (often after the sugars have been produced by the breakdown of polysaccharides). The food goes brown and changes flavor. The distinctive flavors are used in many dishes; for instance, caramelized onion is used in French onion soup.[24][25] The temperatures needed for caramelization lie above the boiling point of water.[24]Frying oil can easily rise above the boiling point. Putting a lid on the frying pan keeps the water in, and some of it re-condenses, keeping the temperature too cool to brown for longer time.
Pyrolysis of food can also be undesirable, as in the charring of burnt food (at temperatures too low for the oxidative combustion of carbon to produce flames and burn the food to ash).
Carbon and carbon-rich materials have desirable properties but are nonvolatile, even at high temperatures. Consequently, pyrolysis is used to produce many kinds of carbon; these can be used for fuel, as reagents in steelmaking (coke), and as structural materials.
Charcoal is a less smoky fuel than pyrolyzed wood.[26] Some cities ban, or used to ban, wood fires; when residents only use charcoal (and similarly treated rock coal, called coke) air pollution is significantly reduced. In cities where people do not generally cook or heat with fires, this is not needed. In the mid-20th century, "smokeless" legislation in Europe required cleaner-burning techniques, such as coke fuel[27] and smoke-burning incinerators[28] as an effective measure to reduce air pollution[27]
A blacksmith's forge, with a blower forcing air through a bed of fuel to raise the temperature of the fire. On the periphery, coal is pyrolyzed, absorbing heat; the coke at the center is almost pure carbon, and releases a lot of heat when the carbon oxidizes.Typical organic products obtained by pyrolysis of coal (X = CH, N).
The coke-making or "coking" process consists of heating the material in "coking ovens" to very high temperatures (up to 900°C or 1,700°F) so that the molecules are broken down into lighter volatile substances, which leave the vessel, and a porous but hard residue that is mostly carbon and inorganic ash. The amount of volatiles varies with the source material, but is typically 25–30% of it by weight. High temperature pyrolysis is used on an industrial scale to convert coal into coke. This is useful in metallurgy, where the higher temperatures are necessary for many processes, such as steelmaking. Volatile by-products of this process are also often useful, including benzene and pyridine.[29] Coke can also be produced from the solid residue left from petroleum refining.
The original vascular structure of the wood and the pores created by escaping gases combine to produce a light and porous material. By starting with a dense wood-like material, such as nutshells or peachstones, one obtains a form of charcoal with particularly fine pores (and hence a much larger pore surface area), called activated carbon, which is used as an adsorbent for a wide range of chemical substances.
Biochar is the residue of incomplete organic pyrolysis, e.g., from cooking fires. It is a key component of the terra preta soils associated with ancient indigenous communities of the Amazon basin.[30] Terra preta is much sought by local farmers for its superior fertility and capacity to promote and retain an enhanced suite of beneficial microbiota, compared to the typical red soil of the region. Efforts are underway to recreate these soils through biochar, the solid residue of pyrolysis of various materials, mostly organic waste.
Carbon fibers produced by pyrolyzing a silk cocoon. Electron micrograph, scale bar at bottom left shows 100 μm.
Carbon fibers are filaments of carbon that can be used to make very strong yarns and textiles. Carbon fiber items are often produced by spinning and weaving the desired item from fibers of a suitable polymer, and then pyrolyzing the material at a high temperature (from 1,500–3,000°C or 2,730–5,430°F). The first carbon fibers were made from rayon, but polyacrylonitrile has become the most common starting material. For their first workable electric lamps, Joseph Wilson Swan and Thomas Edison used carbon filaments made by pyrolysis of cotton yarns and bamboo splinters, respectively.
Pyrolysis is the reaction used to coat a preformed substrate with a layer of pyrolytic carbon. This is typically done in a fluidized bed reactor heated to 1,000–2,000°C or 1,830–3,630°F. Pyrolytic carbon coatings are used in many applications, including artificial heart valves.[31]
Pyrolysis is the basis of several methods for producing fuel from biomass, i.e. lignocellulosic biomass.[32] Crops studied as biomass feedstock for pyrolysis include native North American prairie grasses such as switchgrass and bred versions of other grasses such as Miscantheus giganteus. Other sources of organic matter as feedstock for pyrolysis include greenwaste, sawdust, waste wood, leaves, vegetables, nut shells, straw, cotton trash, rice hulls, and orange peels.[3] Animal waste including poultry litter, dairy manure, and potentially other manures are also under evaluation. Some industrial byproducts are also suitable feedstock including paper sludge, distillers grain,[33] and sewage sludge.[34]
In the biomass components, the pyrolysis of hemicellulose happens between 210 and 310°C.[3] The pyrolysis of cellulose starts from 300 to 315°C and ends at 360–380°C, with a peak at 342–354°C.[3] Lignin starts to decompose at about 200°C and continues until 1000°C.[35]
Synthetic diesel fuel by pyrolysis of organic materials is not yet economically competitive.[36] Higher efficiency is sometimes achieved by flash pyrolysis, in which finely divided feedstock is quickly heated to between 350 and 500°C (660 and 930°F) for less than two seconds.
The low quality of oils produced through pyrolysis can be improved by physical and chemical processes,[37] which might drive up production costs, but may make sense economically as circumstances change.
Illustrating inputs and outputs of methane pyrolysis, an efficient one-step process to produce Hydrogen and no greenhouse gas
Methane pyrolysis[40] is an industrial process for "turquoise" hydrogen production from methane by removing solid carbon from natural gas.[41] This one-step process produces hydrogen in high volume at low cost (less than steam reforming with carbon sequestration).[42] No greenhouse gas is released. No deep well injection of carbon dioxide is needed. Only water is released when hydrogen is used as the fuel for fuel-cell electric heavy truck transportation, [43][44][45][46][47] gas turbine electric power generation,[48][49] and hydrogen for industrial processes including producing ammonia fertilizer and cement.[50][51] Methane pyrolysis is the process operating around 1065°C for producing hydrogen from natural gas that allows removal of carbon easily (solid carbon is a byproduct of the process).[52][53] The industrial quality solid carbon can then be sold or landfilled and is not released into the atmosphere, avoiding emission of greenhouse gas (GHG) or ground water pollution from a landfill. In 2015, a company called Monolith Materials built a pilot plant in Redwood City, CA to study scaling Methane Pyrolysis using renewable power in the process.[54] A successful pilot project then led to a larger commercial-scale demonstration plant in Hallam, Nebraska in 2016.[55] As of 2020, this plant is operational and can produce around 14 metric tons of hydrogen per day. In 2021, the US Department of Energy backed Monolith Materials' plans for major expansion with a $1B loan guarantee.[56] The funding will help produce a plant capable of generating 164 metric tons of hydrogen per day by 2024. Pilots with gas utilities and biogas plants are underway with companies like Modern Hydrogen.[57][58] Volume production is also being evaluated in the BASF "methane pyrolysis at scale" pilot plant,[5] the chemical engineering team at University of California - Santa Barbara[59] and in such research laboratories as Karlsruhe Liquid-metal Laboratory (KALLA).[60] Power for process heat consumed is only one-seventh of the power consumed in the water electrolysis method for producing hydrogen.[61]
The Australian company Hazer Group was founded in 2010 to commercialise technology originally developed at the University of Western Australia. The company was listed on the ASX in December 2015. It is completing a commercial demonstration project to produce renewable hydrogen and graphite from wastewater and iron ore as a process catalyst use technology created by the University of Western Australia (UWA). The Commercial Demonstration Plant project is an Australian first, and expected to produce around 100 tonnes of fuel-grade hydrogen and 380 tonnes of graphite each year starting in 2023.[62] It was scheduled to commence in 2022. "10 December 2021: Hazer Group (ASX: HZR) regret to advise that there has been a delay to the completion of the fabrication of the reactor for the Hazer Commercial Demonstration Project (CDP). This is expected to delay the planned commissioning of the Hazer CDP, with commissioning now expected to occur after our current target date of 1Q 2022."[63] The Hazer Group has collaboration agreements with Engie for a facility in France in May 2023,[64] A Memorandum of Understanding with Chubu Electric & Chiyoda in Japan April 2023[65] and an agreement with Suncor Energy and FortisBC to develop 2,500 tonnes per Annum Burrard-Hazer Hydrogen Production Plant in Canada April 2022[66][67]
The American company C-Zero's technology converts natural gas into hydrogen and solid carbon. The hydrogen provides clean, low-cost energy on demand, while the carbon can be permanently sequestered.[68] C-Zero announced in June 2022 that it closed a $34 million financing round led by SK Gas, a subsidiary of South Korea's second-largest conglomerate, the SK Group. SK Gas was joined by two other new investors, Engie New Ventures and Trafigura, one of the world's largest physical commodities trading companies, in addition to participation from existing investors including Breakthrough Energy Ventures, Eni Next, Mitsubishi Heavy Industries, and AP Ventures. Funding was for C-Zero's first pilot plant, which was expected to be online in Q1 2023. The plant may be capable of producing up to 400kg of hydrogen per day from natural gas with no CO2 emissions.[69]
One of the world's largest chemical companies, BASF, has been researching hydrogen pyrolysis for more than 10 years.[70]
Ethylene
Pyrolysis is used to produce ethylene, the chemical compound produced on the largest scale industrially (>110 million tons/year in 2005). In this process, hydrocarbons from petroleum are heated to around 600°C (1,112°F) in the presence of steam; this is called steam cracking. The resulting ethylene is used to make antifreeze (ethylene glycol), PVC (via vinyl chloride), and many other polymers, such as polyethylene and polystyrene.[71]
The process of metalorganic vapour-phase epitaxy (MOCVD) entails pyrolysis of volatile organometallic compounds to give semiconductors, hard coatings, and other applicable materials. The reactions entail thermal degradation of precursors, with deposition of the inorganic component and release of the hydrocarbons as gaseous waste. Since it is an atom-by-atom deposition, these atoms organize themselves into crystals to form the bulk semiconductor. Raw polycrystalline silicon is produced by the chemical vapor deposition of silane gases:
Pyrolysis can also be used to treat municipal solid waste and plastic waste.[4][17][72] The main advantage is the reduction in volume of the waste. In principle, pyrolysis will regenerate the monomers (precursors) to the polymers that are treated, but in practice the process is neither a clean nor an economically competitive source of monomers.[73][74][75]
In tire waste management, tire pyrolysis is a well-developed technology.[76] Other products from car tire pyrolysis include steel wires, carbon black and bitumen.[77] The area faces legislative, economic, and marketing obstacles.[78] Oil derived from tire rubber pyrolysis has a high sulfur content, which gives it high potential as a pollutant; consequently it should be desulfurized.[79][80]
Alkaline pyrolysis of sewage sludge at low temperature of 500°C can enhance H2 production with in-situ carbon capture. The use of NaOH (sodium hydroxide) has the potential to produce H2-rich gas that can be used for fuels cells directly.[34][81]
In early November 2021, the U.S. State of Georgia announced a joint effort with Igneo Technologies to build an $85 million large electronics recycling plant in the Port of Savannah. The project will focus on lower-value, plastics-heavy devices in the waste stream using multiple shredders and furnaces using pyrolysis technology.[82]
One-stepwise pyrolysis and Two-stepwise pyrolysis for Tobacco Waste
Pyrolysis has also been used for trying to mitigate tobacco waste. One method was done where tobacco waste was separated into two categories TLW (Tobacco Leaf Waste) and TSW (Tobacco Stick Waste). TLW was determined to be any waste from cigarettes and TSW was determined to be any waste from electronic cigarettes. Both TLW and TSW were dried at 80°C for 24 hours and stored in a desiccator.[83] Samples were grounded so that the contents were uniform. Tobacco Waste (TW) also contains inorganic (metal) contents, which was determined using an inductively coupled plasma-optical spectrometer.[83]Thermo-gravimetric analysis was used to thermally degrade four samples (TLW, TSW, glycerol, and guar gum) and monitored under specific dynamic temperature conditions.[83] About one gram of both TLW and TSW were used in the pyrolysis tests. During these analysis tests, CO2 and N2 were used as atmospheres inside of a tubular reactor that was built using quartz tubing. For both CO2 and N2 atmospheres the flow rate was 100 mL min−1.[83] External heating was created via a tubular furnace. The pyrogenic products were classified into three phases. The first phase was biochar, a solid residue produced by the reactor at 650°C. The second phase liquid hydrocarbons were collected by a cold solvent trap and sorted by using chromatography. The third and final phase was analyzed using an online micro GC unit and those pyrolysates were gases.
Two different types of experiments were conducted: one-stepwise pyrolysis and two-stepwise pyrolysis. One-stepwise pyrolysis consisted of a constant heating rate (10°C min−1) from 30 to 720°C.[83] In the second step of the two-stepwise pyrolysis test the pyrolysates from the one-stepwise pyrolysis were pyrolyzed in the second heating zone which was controlled isothermally at 650°C.[83] The two-stepwise pyrolysis was used to focus primarily on how well CO2 affects carbon redistribution when adding heat through the second heating zone.[83]
First noted was the thermolytic behaviors of TLW and TSW in both the CO2 and N2 environments. For both TLW and TSW the thermolytic behaviors were identical at less than or equal to 660°C in the CO2 and N2 environments. The differences between the environments start to occur when temperatures increase above 660°C and the residual mass percentages significantly decrease in the CO2 environment compared to that in the N2 environment.[83] This observation is likely due to the Boudouard reaction, where we see spontaneous gasification happening when temperatures exceed 710°C.[84][85] Although these observations were seen at temperatures lower than 710°C it is most likely due to the catalytic capabilities of inorganics in TLW.[83] It was further investigated by doing ICP-OES measurements and found that a fifth of the residual mass percentage was Ca species. CaCO3 is used in cigarette papers and filter material, leading to the explanation that degradation of CaCO3 causes pure CO2 reacting with CaO in a dynamic equilibrium state.[83] This being the reason for seeing mass decay between 660°C and 710°C. Differences in differential thermogram (DTG) peaks for TLW were compared to TSW. TLW had four distinctive peaks at 87, 195, 265, and 306°C whereas TSW had two major drop offs at 200 and 306°C with one spike in between.[83] The four peaks indicated that TLW contains more diverse types of additives than TSW.[83] The residual mass percentage between TLW and TSW was further compared, where the residual mass in TSW was less than that of TLW for both CO2 and N2 environments concluding that TSW has higher quantities of additives than TLW.
Production of Hydrogen, Methane, and Tars when creating Biochar
The one-stepwise pyrolysis experiment showed different results for the CO2 and N2 environments. During this process the evolution of 5 different notable gases were observed. Hydrogen, Methane, Ethane, Carbon Dioxide, and Ethylene all are produced when the thermolytic rate of TLW began to be retarded at greater than or equal to 500°C. Thermolytic rate begins at the same temperatures for both the CO2 and N2 environment but there is higher concentration of the production of Hydrogen, Ethane, Ethylene, and Methane in the N2 environment than that in the CO2 environment. The concentration of CO in the CO2 environment is significantly greater as temperatures increase past 600°C and this is due to CO2 being liberated from CaCO3 in TLW.[83] This significant increase in CO concentration is why there is lower concentrations of other gases produced in the CO2 environment due to a dilution effect.[83] Since pyrolysis is the re-distribution of carbons in carbon substrates into three pyrogenic products.[83] The CO2 environment is going to be more effective because the CO2 reduction into CO allows for the oxidation of pyrolysates to form CO. In conclusion the CO2 environment allows a higher yield of gases than oil and biochar. When the same process is done for TSW the trends are almost identical therefore the same explanations can be applied to the pyrolysis of TSW.[83]
Harmful chemicals were reduced in the CO2 environment due to CO formation causing tar to be reduced. One-stepwise pyrolysis was not that effective on activating CO2 on carbon rearrangement due to the high quantities of liquid pyrolysates (tar). Two-stepwise pyrolysis for the CO2 environment allowed for greater concentrations of gases due to the second heating zone. The second heating zone was at a consistent temperature of 650°C isothermally.[83] More reactions between CO2 and gaseous pyrolysates with longer residence time meant that CO2 could further convert pyrolysates into CO.[83] The results showed that the two-stepwise pyrolysis was an effective way to decrease tar content and increase gas concentration by about 10 wt.% for both TLW (64.20 wt.%) and TSW (73.71%).[83]
Several types of thermal cleaning systems use pyrolysis:
Molten Salt Baths belong to the oldest thermal cleaning systems; cleaning with a molten salt bath is very fast but implies the risk of dangerous splatters, or other potential hazards connected with the use of salt baths, like explosions or highly toxic hydrogen cyanide gas.[87]
Fluidized Bed Systems[90] use sand or aluminium oxide as heating medium;[91] these systems also clean very fast but the medium does not melt or boil, nor emit any vapors or odors;[87] the cleaning process takes one to two hours.[88]
Vacuum Ovens use pyrolysis in a vacuum[92] avoiding uncontrolled combustion inside the cleaning chamber;[87] the cleaning process takes 8[88] to 30 hours.[93]
Burn-Off Ovens, also known as Heat-Cleaning Ovens, are gas-fired and used in the painting, coatings, electric motors and plastics industries for removing organics from heavy and large metal parts.[94]
Fine chemical synthesis
Pyrolysis is used in the production of chemical compounds, mainly, but not only, in the research laboratory.
The area of boron-hydride clusters started with the study of the pyrolysis of diborane (B2H6) at ca. 200°C. Products include the clusters pentaborane and decaborane. These pyrolyses involve not only cracking (to give H2), but also recondensation.[95]
Pyrolysis is used to turn organic materials into carbon for the purpose of carbon-14 dating.
Pyrolysis liquids from slow pyrolysis of bark and hemp have been tested for their antifungal activity against wood decaying fungi, showing potential to substitute the current wood preservatives[99] while further tests are still required. However, their ecotoxicity is very variable and while some are less toxic than current wood preservatives, other pyrolysis liquids have shown high ecotoxicity, what may cause detrimental effects in the environment.[100]
Pyrolysis of tobacco, paper, and additives, in cigarettes and other products, generates many volatile products (including nicotine, carbon monoxide, and tar) that are responsible for the aroma and negative health effects of smoking. Similar considerations apply to the smoking of marijuana and the burning of incense products and mosquito coils.
Pyrolysis occurs during the incineration of trash, potentially generating volatiles that are toxic or contribute to air pollution if not completely burned.
Laboratory or industrial equipment sometimes gets fouled by carbonaceous residues that result from coking, the pyrolysis of organic products that come into contact with hot surfaces.
When the temperature is increased from 500 to 900°C, most PAHs increase. With increasing temperature, the percentage of light PAHs decreases and the percentage of heavy PAHs increases.[102][103]
In TGA, the sample is loaded first before the increase of temperature, and the heating rate is low (less than 100°C min−1). Macro-TGA can use gram-scale samples to investigate the effects of pyrolysis with mass and heat transfer.[4][105]
In recent years, machine learning has attracted significant research interest in predicting yields, optimizing parameters, and monitoring pyrolytic processes.[108][109]
Biofuel is a fuel that is produced over a short time span from biomass, rather than by the very slow natural processes involved in the formation of fossil fuels such as oil. Biofuel can be produced from plants or from agricultural, domestic or industrial bio waste. Biofuels are mostly used for transportation, but can also be used for heating and electricity. Biofuels are regarded as a renewable energy source. The use of biofuel has been subject to criticism regarding the "food vs fuel" debate, varied assessments of their sustainability, and ongoing deforestation and biodiversity loss as a result of biofuel production.
Syngas, or synthesis gas, is a mixture of hydrogen and carbon monoxide, in various ratios. The gas often contains some carbon dioxide and methane. It is principally used for producing ammonia or methanol. Syngas is combustible and can be used as a fuel. Historically, it has been used as a replacement for gasoline, when gasoline supply has been limited; for example, wood gas was used to power cars in Europe during WWII.
Thermal depolymerization (TDP) is the process of converting a polymer into a monomer or a mixture of monomers, by predominantly thermal means. It may be catalyzed or un-catalyzed and is distinct from other forms of depolymerization which may rely on the use of chemicals or biological action. This process is associated with an increase in entropy.
Gasification is a process that converts biomass- or fossil fuel-based carbonaceous materials into gases, including as the largest fractions: nitrogen (N2), carbon monoxide (CO), hydrogen (H2), and carbon dioxide (CO2). This is achieved by reacting the feedstock material at high temperatures (typically >700 °C), without combustion, via controlling the amount of oxygen and/or steam present in the reaction. The resulting gas mixture is called syngas (from synthesis gas) or producer gas and is itself a fuel due to the flammability of the H2 and CO of which the gas is largely composed. Power can be derived from the subsequent combustion of the resultant gas, and is considered to be a source of renewable energy if the gasified compounds were obtained from biomass feedstock.
The Fischer–Tropsch process (FT) is a collection of chemical reactions that converts a mixture of carbon monoxide and hydrogen, known as syngas, into liquid hydrocarbons. These reactions occur in the presence of metal catalysts, typically at temperatures of 150–300 °C (302–572 °F) and pressures of one to several tens of atmospheres. The Fischer–Tropsch process is an important reaction in both coal liquefaction and gas to liquids technology for producing liquid hydrocarbons.
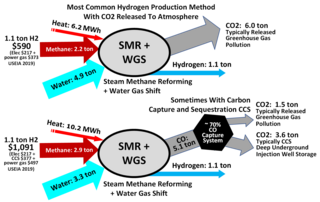
Steam reforming or steam methane reforming (SMR) is a method for producing syngas (hydrogen and carbon monoxide) by reaction of hydrocarbons with water. Commonly natural gas is the feedstock. The main purpose of this technology is often hydrogen production, although syngas has multiple other uses such as production of ammonia or methanol. The reaction is represented by this equilibrium:
The Sabatier reaction or Sabatier process produces methane and water from a reaction of hydrogen with carbon dioxide at elevated temperatures and pressures in the presence of a nickel catalyst. It was discovered by the French chemists Paul Sabatier and Jean-Baptiste Senderens in 1897. Optionally, ruthenium on alumina makes a more efficient catalyst. It is described by the following exothermic reaction:
The methanol economy is a suggested future economy in which methanol and dimethyl ether replace fossil fuels as a means of energy storage, ground transportation fuel, and raw material for synthetic hydrocarbons and their products. It offers an alternative to the proposed hydrogen economy or ethanol economy, although these concepts are not exclusive. Methanol can be produced from a variety of sources including fossil fuels as well as agricultural products and municipal waste, wood and varied biomass. It can also be made from chemical recycling of carbon dioxide.
Coal liquefaction is a process of converting coal into liquid hydrocarbons: liquid fuels and petrochemicals. This process is often known as "coal to X" or "carbon to X", where X can be many different hydrocarbon-based products. However, the most common process chain is "coal to liquid fuels" (CTL).
Synthetic fuel or synfuel is a liquid fuel, or sometimes gaseous fuel, obtained from syngas, a mixture of carbon monoxide and hydrogen, in which the syngas was derived from gasification of solid feedstocks such as coal or biomass or by reforming of natural gas.
Waste-to-energy (WtE) or energy-from-waste (EfW) refers to a series of processes designed to convert waste materials into usable forms of energy, typically electricity or heat. As a form of energy recovery, WtE plays a crucial role in both waste management and sustainable energy production by reducing the volume of waste in landfills and providing an alternative energy source.
Pyrolysis oil, sometimes also known as biocrude or bio-oil, is a synthetic fuel with few industrial application and under investigation as substitute for petroleum. It is obtained by heating dried biomass without oxygen in a reactor at a temperature of about 500 °C (900 °F) with subsequent cooling, separation from the aqueous phase and other processes. Pyrolysis oil is a kind of tar and normally contains levels of oxygen too high to be considered a pure hydrocarbon. This high oxygen content results in non-volatility, corrosiveness, partial miscibility with fossil fuels, thermal instability, and a tendency to polymerize when exposed to air. As such, it is distinctly different from petroleum products. Removing oxygen from bio-oil or nitrogen from algal bio-oil is known as upgrading.
Hydrogen gas is produced by several industrial methods. Nearly all of the world's current supply of hydrogen is created from fossil fuels. Most hydrogen is gray hydrogen made through steam methane reforming. In this process, hydrogen is produced from a chemical reaction between steam and methane, the main component of natural gas. Producing one tonne of hydrogen through this process emits 6.6–9.3 tonnes of carbon dioxide. When carbon capture and storage is used to remove a large fraction of these emissions, the product is known as blue hydrogen.
Renewable fuels are fuels produced from renewable resources. Examples include: biofuels, Hydrogen fuel, and fully synthetic fuel produced from ambient carbon dioxide and water. This is in contrast to non-renewable fuels such as natural gas, LPG (propane), petroleum and other fossil fuels and nuclear energy. Renewable fuels can include fuels that are synthesized from renewable energy sources, such as wind and solar. Renewable fuels have gained in popularity due to their sustainability, low contributions to the carbon cycle, and in some cases lower amounts of greenhouse gases. The geo-political ramifications of these fuels are also of interest, particularly to industrialized economies which desire independence from Middle Eastern oil.
Biochar is charcoal, sometimes modified, that is intended for organic use, as in soil. It is the lightweight black remnants remaining after the pyrolysis of biomass, consisting of carbon and ashes; and is a form of charcoal. Despite its name, immediately following production biochar is sterile and only gains biological life following assisted or incidental exposure to biota.
In the context of energy production, biomass is matter from recently living organisms which is used for bioenergy production. Examples include wood, wood residues, energy crops, agricultural residues including straw, and organic waste from industry and households. Wood and wood residues is the largest biomass energy source today. Wood can be used as a fuel directly or processed into pellet fuel or other forms of fuels. Other plants can also be used as fuel, for instance maize, switchgrass, miscanthus and bamboo. The main waste feedstocks are wood waste, agricultural waste, municipal solid waste, and manufacturing waste. Upgrading raw biomass to higher grade fuels can be achieved by different methods, broadly classified as thermal, chemical, or biochemical.
Second-generation biofuels, also known as advanced biofuels, are fuels that can be manufactured from various types of non-food biomass. Biomass in this context means plant materials and animal waste used especially as a source of fuel.
Reactive flash volatilization (RFV) is a chemical process that rapidly converts nonvolatile solids and liquids to volatile compounds by thermal decomposition for integration with catalytic chemistries.
Hydrothermal liquefaction (HTL) is a thermal depolymerization process used to convert wet biomass, and other macromolecules, into crude-like oil under moderate temperature and high pressure. The crude-like oil has high energy density with a lower heating value of 33.8-36.9 MJ/kg and 5-20 wt% oxygen and renewable chemicals. The process has also been called hydrous pyrolysis.
Chemical looping reforming (CLR) and gasification (CLG) are the operations that involve the use of gaseous carbonaceous feedstock and solid carbonaceous feedstock, respectively, in their conversion to syngas in the chemical looping scheme. The typical gaseous carbonaceous feedstocks used are natural gas and reducing tail gas, while the typical solid carbonaceous feedstocks used are coal and biomass. The feedstocks are partially oxidized to generate syngas using metal oxide oxygen carriers as the oxidant. The reduced metal oxide is then oxidized in the regeneration step using air. The syngas is an important intermediate for generation of such diverse products as electricity, chemicals, hydrogen, and liquid fuels.
↑ Astrup, T., & Bilitewski, B. (2011). Pyrolysis and Gasification. In Solid Waste Technology and Management (Vol. Volume 1. Chapter 8.8, pp. 502-512). Wiley.
↑ Wang, Xifan; Schmidt, Franziska; Hanaor, Dorian; Kamm, Paul H.; Li, Shuang; Gurlo, Aleksander (2019). "Additive manufacturing of ceramics from preceramic polymers: A versatile stereolithographic approach assisted by thiol-ene click chemistry". Additive Manufacturing. 27: 80–90. arXiv:1905.02060. Bibcode:2019arXiv190502060W. doi:10.1016/j.addma.2019.02.012. S2CID104470679.
↑ E. Fiedler; G. Grossmann; D. B. Kersebohm; G. Weiss; Claus Witte (2005). "Methanol". Ullmann's Encyclopedia of Industrial Chemistry. Weinheim: Wiley-VCH. doi:10.1002/14356007. ISBN978-3-527-30673-2.
↑ Rollinson, A. N. (2018) 'Fire, explosion and chemical toxicity hazards of gasification energy from waste', Journal of Loss Prevention in the Process Industries, 54, pp. 273–280. doi:10.1016/j.jlp.2018.04.010.
↑ Hedlund F.H., 2023, Inherent Hazards and Limited Regulatory Oversight in the Waste Plastic Recycling Sector – Repeat Explosion at Pyrolysis Plant, Chemical Engineering Transactions, 99, 241-246 DOI:10.3303/CET2399041
↑ Razdan RK (January 1981). "The Total Synthesis of Cannabinoids.". In ApSimon J (ed.). Total Synthesis of Natural Products. Vol.4. John Wiley & Sons. pp.185–262. doi:10.1002/9780470129678.ch2. ISBN978-0-470-12953-1.
↑ Ludwig Briesemeister; Andreas Geißler; Stefan Halama; Stephan Herrmann; Ulrich Kleinhans; Markus Steibel; Markus Ulbrich; Alan W. Scaroni; M. Rashid Khan; Semih Eser; Ljubisa R. Radovic (2002). "Coal Pyrolysis". Ullmann's Encyclopedia of Industrial Chemistry. Weinheim: Wiley-VCH. pp.1–44. doi:10.1002/14356007.a07_245.pub2. ISBN978-3-527-30673-2.
↑ Westerhof, Roel Johannes Maria (2011). Refining fast pyrolysis of biomass. Thermo-Chemical Conversion of Biomass (Thesis). University of Twente. Archived from the original on 2013-06-17. Retrieved 2012-05-30.
↑ Solar Turbines. "Hydrogen fueled power turbines". Power From Hydrogen Gas For Carbon Reduction. Solar Turbines. Archived from the original on 9 August 2020. Retrieved 19 October 2020.
↑ Roy, C.; Chaala, A.; Darmstadt, H. (1999). "The vacuum pyrolysis of used tires". Journal of Analytical and Applied Pyrolysis. 51 (1–2): 201–221. doi:10.1016/S0165-2370(99)00017-0.
↑ Martínez, Juan Daniel; Puy, Neus; Murillo, Ramón; García, Tomás; Navarro, María Victoria; Mastral, Ana Maria (2013). "Waste tyre pyrolysis – A review, Renewable and Sustainable". Energy Reviews. 23: 179–213. doi:10.1016/j.rser.2013.02.038.
↑ Choi, G.-G.; Jung, S.-H.; Oh, S.-J.; Kim, J.-S. (2014). "Total utilization of waste tire rubber through pyrolysis to obtain oils and CO2 activation of pyrolysis char". Fuel Processing Technology. 123: 57–64. doi:10.1016/j.fuproc.2014.02.007.
↑ Davis, Gary; Brown, Keith (April 1996). "Cleaning Metal Parts and Tooling"(PDF). Pollution Prevention Regional Information Center. Process Heating. Archived(PDF) from the original on 4 March 2016. Retrieved 4 December 2015.
↑ Zhou, Hui; Wu, Chunfei; Onwudili, Jude A.; Meng, Aihong; Zhang, Yanguo; Williams, Paul T. (2014-10-16). "Polycyclic Aromatic Hydrocarbon Formation from the Pyrolysis/Gasification of Lignin at Different Reaction Conditions". Energy & Fuels. 28 (10): 6371–6379. doi:10.1021/ef5013769. ISSN0887-0624.
↑ Zhou, Hui; Meng, AiHong; Long, YanQiu; Li, QingHai; Zhang, YanGuo (July 2014). "Interactions of municipal solid waste components during pyrolysis: A TG-FTIR study". Journal of Analytical and Applied Pyrolysis. 108: 19–25. Bibcode:2014JAAP..108...19Z. doi:10.1016/j.jaap.2014.05.024.
↑ Long, Yanqiu; Zhou, Hui; Meng, Aihong; Li, Qinghai; Zhang, Yanguo (September 2016). "Interactions among biomass components during co-pyrolysis in (macro)thermogravimetric analyzers". Korean Journal of Chemical Engineering. 33 (9): 2638–2643. doi:10.1007/s11814-016-0102-x. ISSN0256-1115. S2CID59127489.
↑ Goodacre, R.; Kell, D. B. (1996). "Pyrolysis mass spectrometry and its applications in biotechnology". Curr. Opin. Biotechnol. 7 (1): 20–28. doi:10.1016/S0958-1669(96)80090-5. PMID8791308.
↑ Peacock, P. M.; McEwen, C. N. (2006). "Mass Spectrometry of Synthetic Polymers. Anal. Chem". Analytical Chemistry. 78 (12): 3957–3964. doi:10.1021/ac0606249. PMID16771534.
This page is based on this Wikipedia article Text is available under the CC BY-SA 4.0 license; additional terms may apply. Images, videos and audio are available under their respective licenses.